Texnoloji əməliyyatlara sərf olunan vaxt. Texnoloji prosesin standartlaşdırılması
Kiçik həcmli istehsalda texnoloji vaxt normaları hesablama və analitik üsulla müəyyən edilir.
Parça vaxtı əməliyyata sərf olunan vaxtdır. Aşağıdakı komponentlərdən ibarətdir (min): T w \u003d T o + T in + T təxminən + T başına,
burada: T o - iş parçasının emalına birbaşa sərf olunan texnoloji (əsas) vaxt, yəni onun formasını, ölçüsünü, xüsusiyyətlərini və s. dəyişdirmək;
T in - əsas işə birbaşa aid olan işçinin köməkçi hərəkətlərinə sərf olunan köməkçi vaxt (iş parçasının quraşdırılması, bərkidilməsi və çıxarılması, tanka nəzarət, hissənin ölçülməsi);
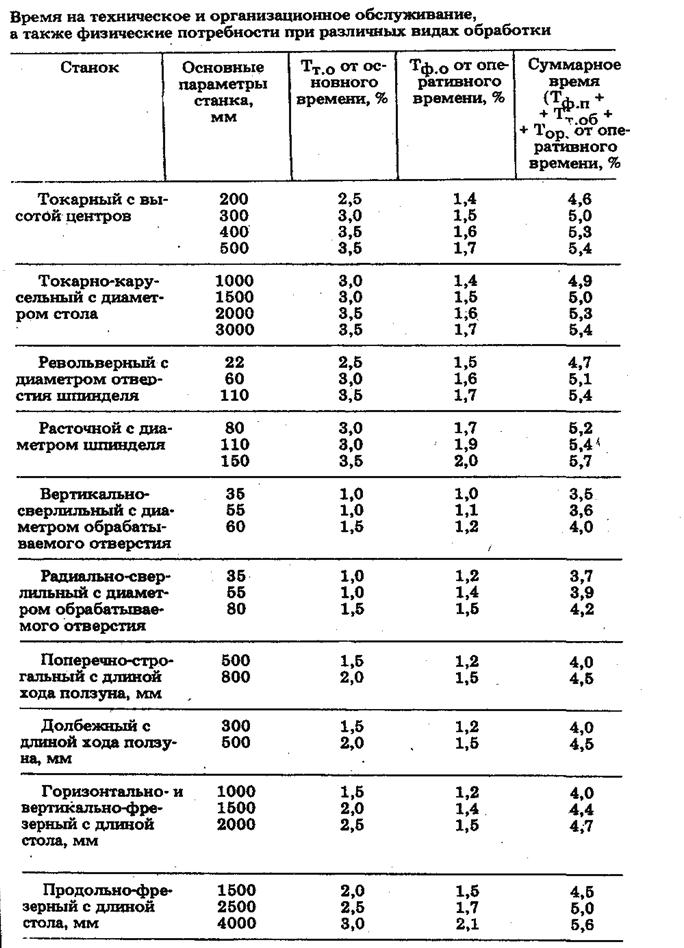
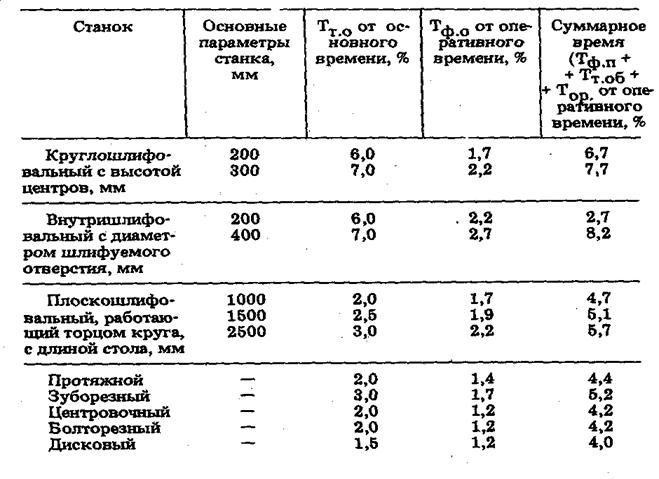
T haqqında - iş yerinizə qulluq üçün sərf olunan vaxt, bu əməliyyata aid edilir. İş yerinə texniki qulluq vaxtı təşkilati texniki xidmət müddətindən (avadanlığın yoxlanılması və sınaqdan keçirilməsi, alətlərin yerləşdirilməsi və təmizlənməsi, yağlanması, dəzgahın təmizlənməsi) və texniki xidmət müddətindən (dəzgahın tənzimlənməsi və tənzimlənməsi, kəsici alətlərin dəyişdirilməsi və tənzimlənməsi, daşlama çarxlarının sarğısı) ibarətdir. və s.);
T per - istirahətə sərf olunan işdən fasilələrin vaxtı (əgər iş şəraitinə görə lazım olarsa) və təbii ehtiyaclar. Əsas və köməkçi vaxtın cəminə əməliyyat vaxtı deyilir;
İş yerinə xidmət vaxtı və işdə fasilələr üçün vaxt adətən əməliyyat vaxtının faizi kimi qəbul edilir (əmsal K 1 və K 2). Emal xarakterindən və istehsalın miqyasından asılı olaraq, iş yeri üçün xidmət müddəti K 1 = 3...8% və fasilə müddəti K 2 = 4...9% əməliyyat vaxtına bərabərdir.
Bir sıra istinad kitablarında K 1 + K 2 = 10% götürürlər. Parçaların partiyalarını emal edərkən, hissə-hissə vaxtı TK anlayışı təqdim olunur ki, bu da hissə vaxtından əlavə, hissə üçün hazırlıq və son vaxtı da ehtiva edir.
 burada T PZ - iş tapşırığını qəbul etməyə, işlə tanış olmağa, çatışmayan alət və cihazların alınmasına, dəzgahın yenidən sazlanmasına sərf olunan hazırlıq və son vaxtdır. Parça dəyərinin hesablanması müddətində bu vaxt hissəyə görə götürülür, yəni n partiyadakı hissələrin sayına bölünür.
burada T PZ - iş tapşırığını qəbul etməyə, işlə tanış olmağa, çatışmayan alət və cihazların alınmasına, dəzgahın yenidən sazlanmasına sərf olunan hazırlıq və son vaxtdır. Parça dəyərinin hesablanması müddətində bu vaxt hissəyə görə götürülür, yəni n partiyadakı hissələrin sayına bölünür.
Kütləvi istehsal şəraitində hazırlıq və son vaxt T PZ sıfıra bərabər alınır (T PZ = 0).
Parçaların hesablanması vaxtı texniki vaxt standartı (və ya vaxt standartı) da adlanır.
İstehsal əmsalı (N) vaxt vahidinə (növbə, saat) istehsal olunan məhsulların miqdarını ifadə edir. 8 saatlıq iş günü ilə bir növbədə istehsal dərəcəsi H = 480/T K-dir.
Əsas texnoloji vaxt:
 ,
,
burada L - işlənmiş səthin təxmini uzunluğu, mm; n-iş parçasının fırlanma tezliyi, rpm; s-feed, mm/rev.
Harada l - işlənmiş səthin uzunluğu ( l= 35 mm);
 .
.
 ;
;
 .
.
8 İstifadə olunan texnoloji avadanlığın seçimi və təsviri
Dəzgahlara və texnoloji avadanlıqlara aşağıdakılar daxildir: iş parçalarını və iş alətlərini quraşdırmaq və bərkitmək üçün qurğular, məhsulların yığılmasında, hissələrin yoxlanılmasında istifadə olunan qurğular, habelə hissələrin və məhsulların tutulması və hərəkət etdirilməsi üçün cihazlar. İxtisas dərəcəsinə görə cihazlar universal, yenidən konfiqurasiya edilə bilən və xüsusi bölünür. Birincilərə pisliklər, çubuqlar, ayırıcı başlıqlar, fırlanan masalar və s. Yenidən konfiqurasiya edilə bilən qurğular standart hissələr və birləşmələr dəstlərindən yığıla və ya əvəzedici hissələrlə təchiz oluna bilər. Kütləvi istehsalda xüsusi qurğular istifadə olunur.
Emal zamanı iş parçasının mövqeyi emal şəraitindən asılı olaraq 6 nöqtədə fiksasiya ilə təmin edilir ki, bu da kəsici alətə nisbətən iş parçasının boşluqda tam və ya qismən oriyentasiyasını təmin edir. Dayaqların sayı və yeri, həmçinin bərkidici qüvvələrin istiqaməti və böyüklüyü dayaqlardan əsasların vəziyyətini təmin etməlidir. Əlavə dayaqlar tənzimlənən və ya özünü tənzimləyən hazırlanır.
Quraşdırma sxemini seçərkən aşağıdakı şərtləri təmin etmək lazımdır: 1. İş parçası bərkidici qüvvələr tətbiq etməzdən əvvəl sabit mövqe tutmalıdır.
2. Bu mövqe bərkidildikdən sonra, eləcə də emal zamanı yaranan qüvvələrin təsiri altında pozulmamalıdır.
Qurğular əl, pnevmatik və ya hidravlik sürücü ilə özünü əyləc vinti, paz, eksantrik və digər mexanizmlər kimi istifadə olunur, pnevmatik, hidravlik və ya birbaşa fəaliyyət göstərən pnevmatik-hidravlik mexanizmlər istifadə olunur;
Dönmə üçün qurğular. Torna dəzgahlarında emal, hissələrin mərkəzlərində, çuxurda, dayaqda və çarpayıda quraşdırılması ilə həyata keçirilir. Birinci qrup cihazlara aşağıdakı elementlər daxildir: idarəedici qurğu mərkəzləri, sabit dayaqlar, mandrellər və s. İkinci qrupa patronlar və üzlüklər daxildir. Üçüncü qrupa konik, sferik və digər mürəkkəb səthlərin işlənməsi üçün xüsusi qurğular daxildir. Uzun hissələri emal edərkən sabit dayaqlar istifadə olunur. Özünü mərkəzləşdirən üç çənəli, daha az tez-tez iki çənəli çəngəllər geniş istifadə olunur.
Öz-özünə sıxan sürücü çəngəlləri iki və ya üç yanlış işə salınmış ekssentrik camlarla hazırlanır ki, onlar emalın əvvəlində kəsici qüvvələrin təsiri altında maşının mərkəzlərində quraşdırılmış iş parçasını sıxır və dəzgahın milindən ona fırlanma anı ötürür.
Kəsmə anı artdıqca, mildən çənə çənələri tərəfindən iş parçasına ötürülən fırlanma anı avtomatik olaraq artır.
Mərkəzlərdə iş parçasının rahat quraşdırılması üçün avtomatik açılış camları olan sürücülük çubuqları istifadə olunur. İş parçasının bütün çənələr tərəfindən vahid sıxılması üzən çənələrin və ya müstəqil hərəkətli çənələrin istifadəsi ilə təmin edilir. Özünü sıxan sürücü çəngəlləri müəyyən diapazonda emal olunan müxtəlif diametrli iş parçalarına çənələr quraşdırmağa imkan verir. Bu çubuqlar çox kəsici dəzgahlarda və ya CNC maşınlarında mərkəzi emal üçün böyük fırlanma momentlərini dəzgah milindən iş parçasına ötürmək üçün istifadə olunur.
Qazma maşınları üçün aksesuarlar. Emal zamanı aləti dəqiq istiqamətləndirmək üçün kolların quraşdırıldığı jig lövhələri istifadə olunur. Radial qazma və çoxmilli maşınlarda istifadə olunan stasionar qurğularda emal zamanı hissə sabit qalır. Bir hissənin müxtəlif tərəflərində və ya bir dairə boyunca yerləşən delikləri qazmaq üçün şaquli (dönmə masaları), üfüqi (üzlük lövhələr) və ya daha az meylli fırlanma oxu ilə fırlanan qurğular istifadə olunur sürücülər istifadə olunur qazma maşınları üzərində işləyərkən, onlar tez-tez istifadə olunur sürüşmə çubuqları iki sütuna quraşdırılır və bir qaldırıcı mexanizmdən istifadə edərək, boşqabın quraşdırılması və sıxılması həyata keçirilir çox milli başlıqlar deşik qruplarını emal etmək üçün istifadə olunur.
Torna və silindrik daşlama dəzgahlarında iş parçaları forma və ölçüdən asılı olaraq mərkəzlərdə və ya çuxurda quraşdırılır. Mərkəzlərdən biri başlıq milində, ikincisi isə torna və ya dəzgahın dayaq milində yerləşir. Çəkmə maşının baş milinin ucunda quraşdırılır və bərkidilir. Mərkəzlər aşağıdakı növlərə bölünür:
1. Sabit normal və xüsusi;
2. Normal və xüsusi fırlanan;
3. Xüsusi üzən;
4. Oluklu xüsusi;
5. Kəsmək.
Sürücü qurğular fırlanma hərəkətini (fırlanma anı) dəzgah milindən mərkəzlərdə, mandreldə və ya çuxurda quraşdırılmış iş parçasına ötürmək üçün istifadə olunur. Sürücü qurğularına sıxaclar və sürücü üzlükləri daxildir. Patendən çıxan hissəsinin uzunluğu 3...15 diametr və daha çox olan iş parçaları quraşdırılarkən əlavə dayaq kimi sabit və daşınan dayaqlardan istifadə edilir.
Transkript
1 Rusiya Federasiyası Təhsil və Elm Nazirliyi Saratov əyaləti Texniki Universitet MEXANİK EMALI ƏMƏLİYYATLAR ÜÇÜN TEXNİKİ STANDARTLAR laboratoriya işi“Maşınqayırma texnologiyasının əsasları” fənni üzrə Maşınqayırma texnologiyası ixtisasının tələbələri üçün əyani, axşam və distant təhsil Saratov Dövlət Texniki Universitetinin Redaksiya və Nəşriyyat Şurası tərəfindən təsdiq edilmişdir 2012 Saratov
2 İşin məqsədi torna dəzgahında hissələrin işlənməsi üçün standart vaxtı müəyyən etməkdir universal maşın kütləvi istehsal şərtləri üçün. 2 ƏSAS ANLAŞMALAR Vaxtın texniki standartı müəyyən işlərin yerinə yetirilməsi üçün müəyyən edilmiş vaxt standartı kimi başa düşülməlidir / dəqiqələrlə / konkret təşkilati və texniki spesifikasiyalar. Tək və kütləvi istehsal şəraitində vaxt standartı parça vaxtı ilə müəyyən edilir: T T T T T T. (1) əd. m vsp Kütləvi istehsal şərtləri üçün vaxt standartı hissə hesablama vaxtı ilə müəyyən edilir: T əd-dən T əd. T pz / n, (2) burada T ədəd T m T günəş T obs T borcu, (3) T m əsas vaxt, dəq; T köməkçi vaxt, dəq; T obs iş yerində xidmət vaxtı, min; T şöbəsi istirahət və işdən fasilələr vaxtı, dəq; T pz hazırlıq-final vaxtı, dəq; n partiyadakı hissələrin sayı. Əsas (maşın) vaxt çiplərin çıxarıldığı və iş parçasının və ya yarımfabrikatın səthinin forması, ölçüsü və keyfiyyətinin dəyişdiyi vaxtdır. Bu proses, bir qayda olaraq, işçinin birbaşa iştirakı olmadan yalnız maşın tərəfindən həyata keçirilir. Torna üçün dəzgahın (əsas) vaxtı düsturla müəyyən edilir: l1 l2 l l1 l2 l T m i i, (4) n S S min burada l - hissənin işlənmiş səthinin uzunluğu, mm; l 1 daldırma uzunluğu, mm; l kəsicinin 2 uzunluğu, mm; n milin fırlanma sürəti, rpm; S fırlanma sürəti, mm/dəq; S dəq dəqiqəlik qidalanma, mm/dəq; I keçidlərin sayı (adətən i = 1-5)/ Digər emal növləri üçün hesablama düsturları aşağıda verilmişdir. istinad kitabları. org texniki şöbəsi
3 Köməkçi vaxt əsas işin başa çatdırılmasını təmin edən tədbirlərə sərf olunur və bunlara daxildir: hissənin quraşdırılması, bərkidilməsi və sökülməsi, dəzgahın idarə edilməsi üçün vaxt: işə salmaq və dayandırmaq, milin sürətini və yemini dəyişdirmək və s., sürətləndirmə vaxtı. kəsici alətin yaxınlaşması və geri çəkilməsi ilkin mövqe, işlənmiş səthin dəqiqlik və pürüzlülük parametrlərinin nəzarət ölçüləri üçün vaxt. Kütləvi və geniş miqyaslı istehsal şəraitində köməkçi vaxt texnika ilə müəyyən edilir. Məsələn, milin fırlanmasını yandırın, hissəni quraşdırın, hissəni bərkidin və s. Kütləvi istehsal şəraitində köməkçi vaxt 3 standart komplekslə müəyyən edilir: hissənin quraşdırılması və sökülməsi vaxtı; keçidlə əlaqəli vaxt (aləti gətirin, yemi yandırın, maşını söndürün və s.); nəzarət ölçmələri üçün vaxt. Köməkçi vaxt standartlardan istifadə etməklə və ya vaxta əsasən müəyyən edilir. İş yerinə texniki xidmət vaxtı podratçı tərəfindən texnoloji avadanlığın işlək vəziyyətdə saxlanmasına, onlara və iş yerinə qulluq etməyə sərf olunur. Kütləvi istehsal, maşın və avtomatlaşdırılmış əməliyyatlar şəraitində iş yerinə texniki xidmət vaxtı texniki və təşkilati xidmət müddətinə bölünür. Baxım vaxtı T - bu xüsusi iş zamanı iş yerinə (avadanlığa) qulluq etmək üçün sərf olunan vaxtdır: sönük alətlərin dəyişdirilməsi, alətlərin tənzimlənməsi və iş zamanı avadanlıqların tənzimlənməsi, çiplərin süpürülməsi və s. Baxım vaxtı əsas vaxtın faizi kimi müəyyən edilir: T həmin % T maşın. (5) Təşkilati texniki xidmət vaxtı İş növbəsi zamanı iş yerinə qulluq üçün vaxt: növbənin əvvəlində və sonunda alətlərin düzülməsi və təmizlənməsi vaxtı, avadanlığın yoxlanılması və sınaqdan keçirilməsi vaxtı, onun yağlanması və təmizlənməsi vaxtı və s. Təşkilati xidmət müddəti əməliyyat vaxtının faizi kimi müəyyən edilir: T%. (6) org T op Ədədi faiz dəyərləri istinad ədəbiyyatında verilir və ya iş gününün fotoşəkili əsasında müəyyən edilir. Fiziki cəhətdən çətin (çəkisi 10 kq-dan çox) və ya monoton və yorucu işləri yerinə yetirərkən istirahət vaxtı və işdən fasilələr standart vaxta daxil edilir. Bundan əlavə, bu zaman strukturuna insanın fiziki ehtiyacları üçün vaxt daxildir. Bu vaxt 3-də müəyyən edilir
əgər ($this->show_pages_images && $page_num doc["images_node_id"]) (davam; ) // $snip = Library::get_smart_snippet($text, DocShare_Docs::CHARS_LIMIT_PAGE_IMAGE_TITLE); $snips = Kitabxana::get_text_chunks($text, 4); ?>Kataloqa görə və ya iş gününün fotoşəkili əsasında əməliyyat vaxtının 4 faizi. T dep % T op. (7) Hazırlıq-yekun vaxtı - növbə bitdikdən sonra icraçının və texnoloji avadanlığın texnoloji əməliyyatı yerinə yetirmək üçün hazırlanmasına və sonuncunun qaydaya salınmasına sərf olunan vaxt intervalıdır. Bu vaxt iş gününün fotoşəkili əsasında tərtib edilmiş standartlara uyğun olaraq müəyyən edilir və hissələrin partiyası üçün təyin edilir. Buraya daxildir: materialların, alətlərin, cihazların, texnoloji sənədlərin və iş sifarişlərinin əldə edilməsi; çertyoj, texnoloji sənədlərlə tanışlıq; alətlərin, cihazların quraşdırılması, avadanlıqların müvafiq iş rejiminə uyğunlaşdırılması; iş başa çatdıqdan sonra armaturların və alətlərin çıxarılması; hazır məhsulun, qalan materialın, armaturların, alətlərin, texnoloji sənədlərin və iş sifarişlərinin çatdırılması. İş vaxtı norması T op texnoloji əməliyyatın yerinə yetirilməsi üçün onun əhatə olunmayan əsas və köməkçi vaxt normalarının cəmindən ibarət vaxt normasıdır, yəni. T T T. (8) 4 op mash İŞ VAXTININ XRONOMETRİYASI Xronometriya əmək əməliyyatlarının təkrarlanan əl və maşın-əl elementlərinin yerinə yetirilməsinə iş vaxtının sərfinin onların müddətini ölçməklə və sonradan onların yerinə yetirilməsi şərtlərini təhlil etməklə öyrənilməsi üsuludur. Emalda xronometrajın məqsədi köməkçi vaxt, texniki xidmət vaxtı, hazırlıq və son vaxt, istirahət vaxtı və işdə fasilələr üçün normaların normal müddətini müəyyən etməkdir. Xronometraj aşağıdakı mərhələlərdən ibarətdir: 1. Xronometraj üçün hazırlıq. 2. Müşahidələrin aparılması. 3. Müşahidə materiallarının emalı və təhlili. 4. Ən rasional elementlərin seçilməsi və əmək elementlərinin normal müddətinin hesablanması. Xronometrajın hazırlanmasına aşağıdakılar daxildir: tədqiq olunan əməliyyatın və ya struktur komponentin texnika və ya texnika dəstlərinə bölünməsi (maşını işə salmaq, hissəni quraşdırmaq və çıxarmaq və s.); vsp
5 bərkitmə nöqtələrindən istifadə edərək hər bir texnikanın və ya texnikalar toplusunun başlanğıcını və sonunu müəyyən etmək; istehsalın növündən və əməliyyatın ümumi müddətindən asılı olaraq adj. 1 tələb olunan məbləğ xronometrajlı müşahidələr apararkən ölçmələr /vaxt seriyasının ölçüsü/. Müşahidələrin aparılması Xronometraj adətən növbənin orta saatlarında, işçinin iş ritminə daxil olduğu zaman, günün məhsuldarlığının təxminən üçdə birini emal etdikdən sonra həyata keçirilir. Ölçmə iki üsulla həyata keçirilə bilər: ayrı-ayrı elementlərin və ya konstruktiv komponentlərin ayrıca (seçilmiş) təkrar dəyişdirilməsi; iş prosesinin bütün öyrənilən elementlərinin ümumi ölçüləri. Ölçmə bir saniyəölçən istifadə edərək aparılır. Saniyəölçən fiksasiya nöqtələrində işə salınır və dayandırılır. Müşahidə materiallarının emalı və təhlili. Həddindən artıq qiymətləndirilmiş və ya aşağı qiymətləndirilmiş dəyərlərlə xarakterizə edilən qüsurlu ölçmələri müəyyən etmək üçün hər bir zaman seriyası təhlil edilir. Qüsurlu ölçmələri aradan qaldırdıqdan sonra, qalan vaxt seriyası zaman seriyasının faktiki sabitlik əmsalı üçün yoxlanılır. K f T max /T min, (9) burada T maks maksimum dəyər elementin müddəti; T min minimum müddət dəyəri. Alınan Kf qiyməti onun normal qiyməti ilə müqayisə edilir (Əlavə 2). K f-nin hesablanmış dəyəri standart dəyəri aşarsa, ölçmələr təkrarlanmalıdır. İŞ GÜNÜ FOTOQRAFİYASI İş vaxtı fotoqrafiyası iş növbəsi boyu fasiləsiz müşahidə və onun bütün xərclərinin ölçülməsi yolu ilə iş prosesinin öyrənilməsi üsullarından biridir. Əmək məhsuldarlığının artırılması üçün ehtiyatların müəyyən edilməsi məqsədi ilə həyata keçirilir. Fotoşəkil ola bilər: fərdi; qrup; özünü fotoşəkil çəkmək. Fərdi ifaçıya nəzarət etmək üçün iş saatlarının fərdi fotoşəkilindən istifadə olunur. Müşahidə başlandığı andan xərclərin məzmunu və onların tamamlanma müddəti müşahidə vərəqində qeyd olunur, 5
6 məlumat və müəyyən səbəblərdən kəsilən əməliyyat vaxtının müəyyən dövrlərində yerinə yetirilən məhsulların /əməliyyatların/ sayı. Bütün məsrəflər iş vaxtı məsrəflərinin qəbul edilmiş təsnifatına uyğun olaraq diferensiallaşdırılmalıdır. Müşahidə nəticələrinin işlənməsi iş vaxtının hər bir xərci üçün müddətin müəyyən edilməsini, məsrəflərin indeksləşdirilməsini (onların müvafiq kateqoriyaya aid edilməsini), faktiki və proqnozlaşdırılan balansın tərtib edilməsini, iş vaxtından istifadə xüsusiyyətlərinin müəyyən edilməsini əhatə edir. Müşahidələrdən və iş gününün fotoşəkillərinin işlənməsindən əldə edilən məlumatlar bütün müəssisələr üçün standart olan xüsusi formalarda verilir. İş vaxtının fərdi fotoşəkilinin işlənməsi iş vaxtı itkilərinin aradan qaldırılması üçün təşkilati və texniki tədbirlərin işlənib hazırlanması ilə başa çatır. Müşahidə bir qrup işçi üzərində eyni vaxtda aparıldıqda qrup fotoşəkili. Öz-özünə çəkiliş, işçinin diqqətini əsas işindən yayındırmadan qeyd etməsidir xüsusi kartözünün fotoşəkilləri başlanğıc, son və dayanma səbəbi. Müəyyən bir zamanda ilkin hazırlıq Bu üsul demək olar ki, bütün iş yerlərini müşahidə etməyə və qısa müddət ərzində hər bir iş yerində iş vaxtının əsas itkiləri haqqında məlumat əldə etməyə imkan verir. 6 İSTİFADƏ TARİXİ 1. Hissəni emal edin torna 2 və ya 3 keçiddən ibarət olan cədvələ uyğun olaraq verilmiş bir seçimə uyğun olaraq verilmiş eskizə görə (cədvəl): ucunu L 1 ölçüsünə kəsin; D-ni L uzunluğuna qədər üyüdün; d-dən l-ə qədər qazma. Hissələrin işlənməsi variantları p/p D D 1 L L 1 d l Partiyanın ölçüsü Kəsicinin alət materialının növündən və iş parçasının materialından asılı olaraq, istinad ədəbiyyatına uyğun olaraq kəsmə rejimlərini seçin.
7 3. Səyahət uzunluğunu hesablayın kəsici alətlər Hər bir texnoloji keçid üçün (daxiletmə və həddindən artıq hərəkət daxil olmaqla). 4. Hissənin işlənməsi üçün əsas (maşın) vaxtını təyin edin. 5. Əməliyyat üçün köməkçi vaxtı təyin etmək üçün, bu məqsədlə: köməkçi vaxtı təyinatlara bölün; texnikaları birləşdirin standart komplekslər, hər bir kompleksin başlanğıcını və sonunu təyin etmək; standart bir kompleksdə ilkin və son qəbula görə, ilkin (NFJ) və son (KFT) fiksasiya nöqtələrini təyin edin, lakin işçinin heç bir hərəkəti qaçırılmaması üçün, yəni. bir kompleksin son fiksasiya nöqtəsi növbəti kompleksin başlanğıc nöqtəsi idi, məsələn, KFT 2 = NFT 1. adj ilə müəyyən edin. 2 tələb olunan müşahidə sayı; müşahidələr aparmaq; müşahidə vərəqini doldurun (Əlavə 4); alınan məlumatları emal etmək; (9) düsturundan istifadə edərək zaman seriyasının sabitlik əmsalını təyin edin və onu adj-ə uyğun olaraq normal ilə müqayisə edin. 2; zəruri hallarda ölçmələri təkrarlayın. 6. Normalizatorun seriyalı istehsal şərtləri üçün istinad kitabından istifadə edərək, vaxt standartının struktur komponentlərini təyin edin: T obsl, T dept, T pz. 7. Bütün əməliyyat üçün standart vaxt T ədədini hesablayın. 8. Bir hissənin işlənməsinin iş vaxtının fotoşəkilini çəkin. 9. Hesablanmış məlumatları T ədəd k iş prosesinin fotoşəkili ilə müəyyən edilmiş vaxtla müqayisə edin. 10. İşlə bağlı hesabat hazırlayın. İŞ HESABATI 1. Qısa nəzəri hissə. 2. Hər bir texnoloji keçid üçün kəsmə rejimlərinin cədvəli ilə hissələrin emalının eskizi (3 nömrəli əlavə). 3. Köməkçi vaxt texnikalarının siyahısı və NFT və KFT fiksasiya nöqtələri ilə standart komplekslərə birləşdirilməsi. 4. Vaxt standartlarının hesablamaları və doldurulmuş müşahidə vərəqi. ÖZÜNÜ TEST ÜÇÜN SUALLAR 1. Vaxtın texniki standartının strukturu. Struktur komponentlərin məqsədi. 2. Struktur komponentlərin təyini üsulları. 3. Xronometraj metodologiyası. 7
8 4. İş vaxtının fotoşəkili, onun məqsədi və vəzifələri. Fotoqrafiya üsulları. 5. Əməliyyatların texniki tənzimlənməsinin xüsusiyyətləri müxtəlif növlər istehsal. İSTİFADƏ EDİLƏN MƏNBƏLƏRİN SİYAHISI 1. Metal kəsmə: texnoloqun məlumat kitabı / red. A.A. Panova. M.: Maşınqayırma, s. 2. Standartlaşdırıcının Təlimatı / red. A.V. Axulov. L.: Maşınqayırma, s. 3. Maşınqayırma texnoloqunun kitabçası / Ed. A.G. Kosilova və R.K. Meşçeryakova. M.: Maşınqayırma, s. 4. Metalhead's Handbook. T.4. / Ed. M.P. Novikov və P.N. Orlova. M.: Maşınqayırma, s. 5. Ümumi maşınqayırma vaxt normaları. Kütləvi istehsal. M.: Maşınqayırma, s. 8
9 Əlavə 1 Xronometraj zamanı müşahidələrin sayı Müddət ərzində ölçmələrin sayı Müddət Dəqiqələrlə əməliyyat növü. 0-a qədər əməliyyatlar, Kütləvi 0,1-0, /in-line/ 0-dan yuxarı, Böyük miqyaslı 0,1-ə qədər 0,1-0,3-dən çox 0,3 Seriya Kiçik miqyaslı Əlavə 2 Zaman seriyasının normal dayanıqlıq əmsalları İstehsal növü Əməliyyat elementinin müddəti , Normal əmsal zaman sıralarının sabitliyi min. maşın işləyir əl işi Kütləvi / sıralı / İri miqyaslı 0,1-ə qədər 0,1-0,3-dən 0,3-ə qədər 0,1-ə qədər 0,1-0,3 1,5 1,3 1,2 1,8 1,5 2,0 1 ,7 1,5 0,3-dən çox 1,3 Seriya - 1,7-dən çox 1,3 miqyaslı - 2,5 Maşın işinə metal kəsən dəzgahlarda, preslərdə, çəkiclərdə və s. üzərində aparılan əməliyyatlar daxildir. 2. ilə metal kəsən dəzgahlarda yerinə yetirilən əsas vaxt elementləri üçün avtomatik qidalanma, davamlılıq əmsalı bütün istehsal növləri üçün 1,1-dən çox olmamalıdır. keçid Kəsmə rejimləri və dönmə əməliyyatı üçün vaxt standartları Keçidin adı D, mm L, mm t, mm S, mm/rev V, m/dəq 2,5 2,0 1,7 Əlavə 3 n, rpm T m, min Qeyd: D emal diametri; L emal uzunluğu; t kəsmə dərinliyi; Hər inqilab üçün S yem; n mil sürəti; V kəsmə sürəti; T m maşın vaxtı. 9
10 Əlavə 4 Müşahidə vərəqi Texnika komplekslərinin adı Sabit müşahidə nöqtələri 1 2. n Müşahidə vaxtı Ümumi müddət Orta müddət Standart dayanıqlıq əmsalı. fakt. Köməkçi kompleks üçün standart vaxt 10
11 MEXANİK EMALI ƏMƏLİYYATLARIN TEXNİKİ STANDARTLARI Laboratoriya işləri üçün metodik göstərişlər Tərtib edən: NASAD Tatyana Gennadievna KOZLOV Gennadi Aleksandroviç Rəyçi: İ.A. Maslyakova Redaktor K.A. Kulagina Kompüter tərtibatı Yu.L. Jupilova Çap üçün imzalanmış Format /16 Kağız. ofset. Şərti Soba l. 0,69 (0,75) Akademik red. l. 0,6 Tiraj 100 nüsxə. Sifariş 193 Pulsuz Saratov Dövlət Texniki Universiteti, Saratov, Politexnik küç., 77 SSTU-nun nəşriyyatı tərəfindən çap edilmişdir, Saratov, st. Politexniçeskaya, 77 Tel.
12 12
ƏMƏK REYTİNCƏSİ. TIMELINE Elena Alekseeva, MSTU-nun dosenti. N.E. Bauman Nadejda İvanova, t.ü.f.d., Moskva Dövlət Texniki Universitetinin dosenti. N.E. Bauman Görülmüş işə sərf olunan vaxtın müəyyən edilməsi, əməyin norması
MÖVZU: İŞ VAXTININ XƏRCLƏRİNİN Öyrənilməsi Üsulları İş vaxtı məsrəflərinin öyrənilməsi üsulları Əmək proseslərinin öyrənilməsi vəzifələri: elementar əməliyyatların (əmək) yerinə yetirilməsinə sərf olunan faktiki vaxtın müəyyən edilməsi.
UDC 2151 İş vaxtı xərclərinin öyrənilməsi üsulları D. İ. Dolqov (Ph.D., M. E. Evseviev adına Mord Dövlət Pedaqoji İnstitutunun Təhsilin İdarəetmə və İqtisadiyyatı kafedrasının dosenti, Saransk), 89053783787, E-mail: [email protected]
RUSİYA FEDERASİYASININ TƏHSİL VƏ ELM NAZİRLİYİ FEDERAL TƏHSİL Agentliyi Dövlət Təhsil müəssisəsi Ali peşə təhsili "Orenburq Dövləti
federal agentlik dəmir yolu nəqliyyatı Ural Dövlət Universiteti Dəmir Yolları Nəqliyyat İqtisadiyyatı Şöbəsi T. S. Kiçik Təşkilat və istehsalın planlaşdırılması Metodoloji
106 PERSONEL A. N. Dubonosova, PEO ƏMƏK REYTİNİNİN rəis müavini: ƏSAS İSTEHSAL İŞÇİLƏRİNİN İŞ VAXTININ UÇOTU Əsas mövzular Əməyin standartlaşdırılması, onun əsas vəzifələri İşçi strukturu.
ORTA İXTİSAS TƏHSİL Kovalçuk L.P. 151001 İXTİSAS TƏLƏBƏLƏRİ ÜÇÜN “TEXNİKİ STANDARTLAŞMA” FƏNZİ ÜÇÜN PRAKTİKİ İŞLƏRİN YERİNƏ GEÇİRİLMƏSİ ÜÇÜN METODOLOJİ TƏLİMAT 151001 Rəyçilər: Direktor
Mühasibat uçotunun struktur bölməsinin ştat səviyyəsinin təxmini hesablanması I. Ümumi hissə 1. Standartlar aşağıdakılar əsasında hazırlanır: metodoloji tövsiyələr hökumətdə əməyin standartlaşdırılması sistemlərinin inkişafı haqqında
KİROSSİYA FEDERASİYASININ TƏHSİL VƏ ELM NAZİRİ FEDERAL DÖVLƏT MUXTAR ALİ İXTİSAR TƏHSİL MÜƏSSİSƏSİ “Milli
UDC 658.58; 658.523 N.S. Maslyakov, aspirant, Elmi direktor: M. S. Ostrovski, texnika elmləri doktoru, prof., Moskva Dövlət Mədən Universiteti E-mail: [email protected] Universal maşınların üstünlükləri,
ConsultantPlus tərəfindən təqdim edilən sənəd “Sənayedə əməyin standartlaşdırılması və mükafatlandırılması”, 2011, N 5 MAŞINA MÜHENDİSLİK MÜƏSSİSƏLƏRİNDƏ ƏMƏK İDARƏ EDİLMƏNİN ƏN YAXŞI TƏCRÜBƏSİ Müasir nəzəriyyə və qabaqcıl nəzəriyyələr nəzərdən keçirilir.
Mündəricat GİRİŞ... 4 1 İŞ YERİNDƏ ƏMƏNİN TƏŞKİLİ... 5 1.1 ümumi xüsusiyyətlər iş yeri və iş şəraiti...5 1.2 Qısa Təsvir istehsal obyekti və texnoloji xüsusiyyətləri
SPRUT-TP sistemi texniki layihələndirmə prosesinin informasiya təminatı və texnoloji proseslərin inkişafının avtomatlaşdırılması, o cümlədən formalaşması üçün nəzərdə tutulmuşdur. texniki sənədlər: dan
RUSİYA FEDERASİYASI TƏHSİL VƏ ELM NAZİRLİYİ Federal Dövlət Büdcə Ali Peşə Təhsili Müəssisəsi "MİLLİ TƏDQİQAT TOMSK POLİTEXNİKASI
“Maşınqayırma TEXNOLOGİYASI” fənni üzrə QƏBUL SINAQ PROQRAMI Giriş Fənnin məqsədləri, vəzifələri, mövzusu, onun rolu və digər fənlərlə əlaqəsi. Təlim sistemində nizam-intizamın əhəmiyyəti
“Sosial bazar iqtisadiyyatı” anlayışı aşağıdakı müddəaları ehtiva edir: 1) dövlət tənzimlənməsi biznesin bütün sahələrində; 2) hər bir işçinin fəaliyyətinin nəticələrinə görə məsuliyyəti
RF TƏHSİL VƏ ELMLƏR NAZİRLİYİ DÖVLƏT ALİ İXTİSAS TƏHSİL MÜƏSSİSƏSİ “Akademik S.P. KRALIÇA
Təhsil və Elm Nazirliyi Rusiya Federasiyası Saratov Dövlət Texniki Universiteti CAD T-FLEX CAD 10 2D ÇİZİM DƏYİLİNİN İNŞAATI VƏ EDİLMƏSİ Praktika üçün təlimatlar
RUSİYA FEDERASİYASI TƏHSİL VƏ ELM NAZİRLİYİ SANKT-PİTERBURQ MİLLİ TƏDQİQAT İNFORMASİYA TEXNOLOGİYASI, MEXANİKA VƏ OPTIKA UNİVERSİTETİ SOYUTMA VƏ BİOTEXNOLOGİYA İNSTİTUTİ. Minçenko
Mövzu 5. DÖYLƏLƏRİN ÇOXALTILI Emal edilməsi Məqsəd torna dəzgahında çoxalətli emalın texnoloji imkanlarını, dəzgahın əsas hissələrini və onların təyinatını öyrənməkdir; alınması
Rusiya Federasiyasının Təhsil və Elm Nazirliyi federal büdcəli ali peşə təhsili dövlət təhsil müəssisəsi "ULYANOVSK DÖVLƏT MÜHENDİSLİK UNİVERSİTETİ"
Federal Təhsil Agentliyi ali peşə təhsili dövlət təhsil müəssisəsi İvanovo Dövlət Kimya-Texnoloji Universiteti PRAKIKUM fənni üzrə
[ E[M]CONOMY ] deməkdir: Vaxta, pula və yerə qənaət edin! MAXXMILL 500 5 oxlu emal üçün şaquli freze emal mərkəzi MAXXMILL 500 MAXXMILL 500 şaquli freze emal mərkəzidir
Variant 1 “Müəssisədə əməyin norması və mükafatlandırılması” Giriş 1. Nəzəri hissə 1. Əmək normaları, onların yaradılması, öyrənilməsi, təhlili üsulları 1.1. Əməyin norması və onun növləri 1.2. İş vaxtı universal
STANDARTLARIN TƏRKİB EDİLMƏSİ ÜÇÜN METODOLOGİYA Testin məqsədi: tələbələrə yanğınsöndürmə məşqində təlimlərin standartlaşdırılması metodikasını öyrətmək. Məqsədinə çatmaq üçün tələbə tamamlamalıdır və
“Akademik S. P. KOROLEV ADINDA SAMARA DÖVLƏT Aerokosmik UNİVERSİTETİ” DÖVLƏT ALİ İXTİSAS TƏHSİL DÖVLƏT TƏHSİL MÜƏSSİSƏSİ TEXNOLOJİ PROSESLƏRİN LAYİHƏSİ
BELARUS RESPUBLİKASININ KƏND TƏSƏRRÜFATI VƏ ƏRZAQ NAZİRLİYİ TƏHSİL, ELM VƏ KADRLARIN BAŞ İDARƏSİ “BELARUSİYA DÖVLƏT KƏND TƏSƏRRÜFAT AKADEMİYASI” Şöbəsi
B A K A L A V R İ A T V.P. Pashuto Təşkilat, standartlaşdırma və müəssisədə əməyin ödənilməsi tədris və praktiki təlimat KnoruS Moskva 2017 UDC 331 (075.8) BBK 65.24ya73 P22 Rəyçilər: V.I. Dəmidov, başçı
1. Vida kəsən torna 16K20. mil fırlanması. Qurğuşun vintindən istifadə edərək maşının blok diaqramını çəkin. 2. Əlavə edilmiş rəsmdən istifadə edərək dizayn təhlilini aparın. 3. Formalaşdırma üsulları hansılardır?
UDC 62191302: 6219025 QEYRİ TƏDQİQAT EDİLMƏYƏN HOROB KƏSİCİLƏRİ İLƏ DAĞ FREZƏNDƏNDƏ RASİONAL KƏSİM REJİMLƏRİNİN MƏYYƏNDİRİLMƏSİ VA Xomenko, PO Cherdantsev, ASC Cherdantsev Rasional kəsmə rejiminin təyini.
Rusiya Dövlət Kitabxanası Kitabxanada əmək standartları Metodik tövsiyələr Moskva “Paşkov evi” 2013 “-7T 1osUDarstpb"ntgg77~u;.1,;ac~ elm kitabxanası""" Krasnoyarsk ərazisi M^1US[_
2-PALETLİ ÜFüqi Emal MƏRKƏZİ H3 TEXNİKİ XÜSUSİYYƏTLƏR TEXNİKİ XÜSUSİYYƏTLƏR TAM MÜNDƏRİCAT X oxu boyunca hərəkət, mm 460 Y oxu boyunca hərəkət, mm 350 Z oxu boyunca hərəkət, mm
Rusiya Federasiyasının Təhsil və Elm Nazirliyi Federal Dövlət Büdcə Ali Peşə Təhsili Müəssisəsi URAL DÖVLƏT MEŞƏ UNİVERSİTETİ Dəzgahlar və alətlər şöbəsi İ.T. Qlebov SƏNAYE avadanlığı İşin düzgünlüyünün yoxlanılması qalınlıq planlayıcısı Metodik
SVERDlovsk vilayətinin ÜMUMİ VƏ İXTİSAL TƏHSİL NAZİRLİYİ Sverdlovsk vilayətinin dövlət büdcəli orta ixtisas təhsili müəssisəsi "YEKATERINBURG"
2013 SCIENTIFIC BULLETIN MSTU GA 190 UDC 629.735.071 UÇUŞ EKİPajının İŞ VAXTININ XƏRÇƏLƏRİNİN TƏHLİL METODU ÜZRƏ TƏHLİL E.V. STEPANENKO Məqaləni iqtisad elmləri doktoru, professor Artamonov təqdim edib.
Tapşırıq sınaq işi Variantlara görə aşağıdakı məsələləri həll etmək lazımdır: 1. Məhsul vahidinə düşən əmək intensivliyini müəyyən edin, əgər istehsalın həcmi .. əd. Ümumi əmək xərcləri. adam/saat
ƏMƏK STANDARTININ TƏŞKİLİ TƏCRÜBƏSİ 13 UDC 349.22 MÜSƏHKƏDƏDƏ ƏMƏK STANDARTLARI SİSTEMİNİN AUDİTİ A. L. Jukov, iqtisad elmləri doktoru. Elmlər, Əmək Akademiyasının professoru və sosial münasibətlər, e-mail: [email protected]
1. Fənnin məqsəd və vəzifələri 1.1. İntizamın məqsədi, vəzifələri, onun bakalavr, mütəxəssis hazırlığında yeri (Federal Dövlət Təhsil Standartının tələbləri nəzərə alınmaqla) İntizamın öyrənilməsinin məqsədi tələbələrə elmi əsaslı qəbul etməyi öyrətməkdir.
A.A. Nosenko PROQRAM TƏMİNATININ TEXNİKİ VƏ İQTİSADİ ƏSASLANMASI ÜÇÜN METODOLOJİ TƏLİMATLAR (PS) (V.A. Palitsın “Diplom layihələrinin texniki-iqtisadi əsaslandırılması” metodologiyasına uyğun olaraq yerinə yetirilmişdir.
Açıq Səhmdar Cəmiyyəti "BİRBİR ENERJİ SİSTEMİNİN FEDERAL ŞƏRBƏK ŞİRKƏTİ" ASC FGC UES TƏŞKİLAT STANDARTI STO 56947007-29.240.128-2012 Hazırlanması və istismara verilməsi üçün təlimatlar
Kompüterlə idarə olunan maşınların operatoru (CMC) “CMC Operator” nə edir? Müasir kompüterlə idarə olunan maşınlarda işləyir - Komputerdə hissələrin emal proqramını yaradır - Daxil edir
Sürət qutusunun kinematikası: Təlimatlar. / Komp. Kondratyeva N.M., Kondratyuk A.A. Tomsk: Tomsk Memarlıq və İnşaat Mühəndisliyi Universitetinin nəşriyyatı, 2004. - 21 s. Rəyçi Prof. V.D. Rudnev redaktoru
RF TƏHSİL VƏ ELM NAZİRLİYİ Sankt-Peterburq Dövlət Elektrotexnika Universiteti "LETI" Bakalavrlar üçün yekun ixtisas işlərinin iqtisadi əsaslandırılmasına dair təlimatlar
2012-2018-ci illər üçün dövlət (bələdiyyə) müəssisələrində əmək haqqı sisteminin tədricən təkmilləşdirilməsi proqramı (Rusiya Federasiyası Hökumətinin 26 noyabr 2012-ci il tarixli 2190-r Sərəncamı) 1-ci Mərhələ Təkmilləşdirmə
İstifadəçi təlimatı 1 1 5 2 Quraşdırma prosesinin 1 fotoşəkili; 2-şəkildəki hərəkəti izah edən mətn; Bu hərəkəti yerinə yetirmək üçün ayrılmış 3 vaxt; 4-başlanğıcdan etibarən ümumi quraşdırma vaxtı
RUSİYA XALQLAR DOSTLUĞU UNİVERSİTETİ MÜHENDİSLİK FAKÜLTƏSİ Maşınqayırma texnologiyaları, metal kəsən dəzgahlar və alətlər kafedrası Metodoloji inkişaflar Kimə praktik dərslərİQTİSADİYYAT fənni üzrə
Beş Oxlu Şaquli Emal Mərkəzləri FU-650 FU-800 Biz 1990-cı ildən sizə xidmət göstəririk BEŞ oxlu şaquli YÜKSƏK SÜRƏTLİ emal SİZƏ QƏBƏR OLMAĞINIZA KÖMƏK EDİR FU-650 yüksək sürətli, çoxməqsədlidir
FEDERAL DÖVLƏT BÜDCƏLİ ALİ İXTİSAL TƏHSİL "UDMURT DÖVLƏT UNİVERSİTETİ" Mülki Müdafiə İnstitutu Ümumi Mühəndislik Fənləri Bölməsi
Dərin kəsmə ilə daha yüksək etibarlılıq Dərin kəsmə üçün prioritet tələblər geniş sənaye inteqrasiyası ilə yeni konsepsiyanın hazırlanmasında erkən müəyyən edilmişdir: prosesin etibarlılığı
TƏHSİL FƏNLƏRİNİN İŞ PROQRAMLARININ ANNOTLARI Hazırlıq kurslarının, fənlərin, fənlərin (modulların), təcrübələrin referatı “İstiqamətə giriş” fənni üzrə referat Fənnin ümumi əmək intensivliyi 2 kreditdir.
8.1.Logistika şirkətinin müştəri xidməti menecerlərinin iş vaxtının optimallaşdırılması 8.1 Logistika və nəqliyyat sənayesi müəssisələri zaman-zaman müddətlərin artırılması problemi ilə üzləşirlər.
RUSYA DÖVLƏT TƏHSİL VƏ ELM NAZİRLİYİ “TÜMEN DÖVLƏT NEFT VƏ QAZ UNİVERSİTETİ” SƏNAYE TEXNOLOGİYALARI İNSTİTUTU
RUSİYA FEDERASİYASI TƏHSİL VƏ ELMLƏR NAZİRLİYİ FEDERAL DÖVLƏT MUXTAR TƏHSİL MÜƏSSİSƏSİ Sarov adına Fizika-Texnika İnstitutu - filial
Rusiya Federasiyası Təhsil və Elm Nazirliyi Ali Peşə Təhsili Federal Dövlət Büdcə Təhsil Təşkilatının Syktyvkar Meşəçilik İnstitutu (filial) "Sankt-Peterburq
RUSİYA FEDERASİYASI ELM VƏ TƏHSİL NAZİRLİYİ Kostroma Dövlət Texnoloji Universiteti İdarəetmə, İqtisadiyyat və Maliyyə İnstitutu İqtisadiyyat və İdarəetmə Fakültəsi V.P.Dudyashova, T.I.
YÜKSƏK SÜRƏTLİ ÇOX MƏQSƏDLİ İKİ SÜTUNLU GÜÇLÜ KƏSİM Yüksək möhkəmlikdə olan materiallar üçün tətbiq edilir. Yüksək mili fırlanma anı ilə (maksimum fırlanma anı 900-ə çata bilər
RUSİYA FEDERASİYASININ TƏHSİL VƏ ELM NAZİRLİYİ Federal Təhsil Agentliyi KURQAN DÖVLƏT UNİVERSİTETİ Maşınqayırma texnologiyası kafedrası AVTOMATLI İSTEHSAL TEXNOLOGİYASI
Rusiya Federasiyasının Təhsil və Elm Nazirliyi Federal Dövlət Muxtar Təhsil Təşkilatı Ali təhsil"Milli Tədqiqat TOMSK POLİTEXNIK UNİVERSİTETİ"
İ.A. YANKINA PUL, KREDİT, BANKLAR. PRAKTİKUM “Maliyyə və kredit” ixtisasında təhsil alan tələbələr üçün dərs vəsaiti kimi maliyyə, mühasibat uçotu və qlobal iqtisadiyyat üzrə Təhsil Müəssisəsi tərəfindən tövsiyə edilmişdir.
UDC 621.753.1 S. N. Borisov, A. S. Evseeva, A. P. Tremasov MİLLƏRİN fırlanmasının quraşdırma dəqiqliyini artırmaq üçün Ehtiyatın hesablanması və təhlili metal kəsmə metodologiyası nümunəsidir.
Vibrasiya qazma zamanı boz çuqundan hazırlanmış hissələrdə deşiklərin dəqiqliyinin müqayisəli tədqiqi (hissə 2) № 11, noyabr 2014-cü il Solovyov A. I., Cəfərova Ş. UDC: 621.952.2 Rusiya, MSTU im. N.E.
KONSTRUKTUR MATERİALLARININ TEXNOLOGİYASI “Konstruktiv materialların texnologiyası”, “Materialşünaslıq. Struktur materialların texnologiyası” tələbələr üçün
Federal Təhsil Agentliyi Tomsk Dövlət Memarlıq və İnşaat Universiteti İstehsal texnologiyasının əsasları və avtomobil təmiri üçün təlimatlar öz-özünə təhsil
Texnoloji sənədlərin hazırlanması 1. Növləri və tamlığı texnoloji sənədlər 1.1. TP təsvirinin növləri Hazırlanmış məzmun texnoloji proses müxtəlif təfərrüatlarda qeyd olunur
UDC 621.9.048 UDC 621.9-1/-9 ASC Pluton V. Polyakov, V. I. Larin ASC Pluton artımının emal istehsalında hissələrin və birləşmələrin istehsalının əmək intensivliyinin azaldılması üçün əsas istiqamətlər
PI 46 r Məhsul haqqında məlumat Fırlanan qurğulu motor mili Növ seriyası 0.5.052.0.. 2008-03-13 Mündəricat Fərqləndirici xüsusiyyətlər...4 Texniki məlumatlar... 10 Emal nümunələri... 12 Dizayn nümunələri...
CAD T FLEX CNC MAZINLARI ÜÇÜN NƏZARƏT PROQRAMLARININ İŞLƏNMƏSİ TSTU Nəşriyyatı Tədris nəşri CAD T FLEX CNC-DƏ CNC MAZINLARI ÜÇÜN NƏZARƏT PROQRAMLARININ İŞLƏNMƏSİ Metodik göstərişlər Tərtib edən
MOSKVA AVTOMOBİL VƏ YOL DÖVLƏT TEXNİKİ UNİVERSİTETİ (MADI) A.F. SINELNIKOV, A.YU. Mexanik silindr bloklarının və laynerlərin təmiri üzrə laboratoriya işləri üçün KONOPLİN METODOLOJİ TƏLİMATLARI
Rusiya Federasiyasının Təhsil və Elm Nazirliyi Federal Dövlət Təhsil dövlət tərəfindən maliyyələşdirilən təşkilat ali peşə təhsili "Volqoqrad Dövlət Texniki Universiteti" Fakültəsi
Texniki cəhətdən sağlam vaxt standartı–müəyyən təşkilati və texniki şəraitdə müvafiq ixtisasa malik bir və ya bir neçə icraçı tərəfindən iş vahidinin yerinə yetirilməsi üçün tənzimlənmiş vaxt. Texniki standartlaşdırma zamanı aşağıdakı kateqoriyalar müəyyən edilir.
İstehsal dərəcəsi- tənzimlənən iş həcmi, yəni müəyyən təşkilati və texniki şərtlər altında vaxt vahidi üçün müvafiq ixtisasa malik bir işçi və ya işçilər qrupu tərəfindən istehsal olunan məhsulların sayı.
Xidmət standartı– müəyyən təşkilati-texniki şəraitdə işçinin və ya işçilər qrupunun müəyyən edilmiş müddətdə xidmət etməli olduğu avadanlıqların sayı.
Əhali sayı- müəyyən təşkilati-texniki şəraitdə müəyyən miqdarda iş və ya konkret istehsal funksiyalarını yerinə yetirmək üçün zəruri olan müəyyən peşəkar tərkibdə olan işçilərin sayı.
İdarəetmə dərəcəsi– bir rəhbərə tabe olan işçilərin sayı.
Standartlaşdırılmış tapşırıq– istehsal tələbatına və istehsal proqramına əsasən müəyyən işçi qrupu tərəfindən bir növbədə, ayda və s. yerinə yetirməli olan işlərin həcmi.
Zamanın böyüdülmüş parça-hesablama norması T ş.k. texnoloji əməliyyatı yerinə yetirərkən məcburi vaxt xərcləri daxildir:
T sh.k. = T p.z. + T əsas + T köməkçi. + T obs. + T per., (2.12)
harada T p.z. – rəsmlə tanış olmaq, əldə etmək üçün tələb olunan hazırlıq və son vaxt lazımi alətdir və əməliyyatı yerinə yetirmək və seriya başa çatdıqdan sonra təhvil vermək üçün avadanlıq;
T əsas – texnoloji əməliyyatın yerinə yetirilməsi üçün əsas (maşın) vaxt;
T köməkçi. – məhsulun quraşdırılması və çıxarılması, avadanlığın işə salınması və dayandırılması, təmizləmə, nəzarət ölçüləri daxil olmaqla, əsas texnoloji əməliyyatın təmin edilməsi ilə bağlı tədbirlər üçün köməkçi vaxt;
T obs. - texnoloji istismara və quraşdırmaya xidmət müddəti, həm texniki, həm də təşkilati xidmətləri, o cümlədən yarımfabrikatların və zəruri məhsulların verilməsini əhatə edir. köməkçi materiallar;
T per. - həm texnoloji əməliyyatın özü (iş vaxtının 2%-i), həm də işçinin istirahəti (hər 2 saatda 5 dəqiqə) ilə bağlı tənzimlənən fasilələr davamlı əməliyyatüstəgəl 30 dəq. nahar fasiləsi üçün).
Texniki cəhətdən əsaslandırılmış vaxt standartlarını hesablamaq üçün lazımdır: texnoloji və istehsal dövrünün müddəti; müəssisənin bölmələrinin istehsal gücü; yükləmələr və bant texnoloji avadanlıq; sahə işçilərinin əmək haqqı fondunun hesablanması və planlaşdırılması; sahə işçilərinin sayının hesablanması və planlaşdırılması.
Texniki cəhətdən əsaslandırılmış vaxt standartını müəyyən etmək üçün əməliyyat vaxtını təyin etmək lazımdır T op. , şərti əsasında texnoloji əməliyyatın yerinə yetirilməsinə bilavasitə sərf edilir ki, T op. = T əsas + T köməkçi. . Sonra T sh.k-ə daxil olan qalan vaxt xərclərinin üst-üstə düşmə dərəcəsini müəyyən etmək lazımdır. operativ - texnoloji əməliyyatın bilavasitə yerinə yetirilməsi vaxtı. İş vaxtının təsnifatı Şəkil 2.5 və 2.6-da göstərilmişdir.
Analitik üsul iş yerinin istehsal imkanlarının ilkin təhlilinə və bütövlükdə əməliyyatın hər bir elementi üçün zəruri xərclərin müəyyən edilməsinə əsaslanır. Zamanın parça nisbətini təyin etmək üçün hesablama düsturu t ədəd. Analitik hesablanmış standartlaşdırma metodu aşağıdakı formanı alır:
t ədəd.k = (t əsas + t ikinci dərəcəli) × (1 + α + β + γ + δ), (2.13)
burada α - quraşdırmanın texniki və normativ texniki xidmət müddətini nəzərə alan əmsal, T OBSL. TECHN. ;
β – qurğunun təşkilati və normativ texniki xidmətinə sərf olunan vaxtı nəzərə alan əmsal, T OBSL. ORG. ;
γ, δ – növbə zamanı işçinin istirahət vaxtını və tənzimlənən fasilələrin vaxtını nəzərə alan əmsallar.
Şəkil 2.5 – İş vaxtının təsnifatı
Analitik üsulla normallaşdırma aşağıdakı ardıcıllıqla aparılır:
1) əməliyyat bölünür tərkib elementləri;
2) hər bir elementin müddətinə təsir edən amillər müəyyən edilir;
3) əməliyyatın rasional tərkibi və texnoloji prosesin yerinə yetirilməsi ardıcıllığı və əməliyyatın özünün layihələndirilməsi;
4) hər bir layihələndirilmiş elementə sərf olunan vaxt hesablanır və bütövlükdə əməliyyat üçün vaxt standartı müəyyən edilir.
Əməyin standartlaşdırılmasında analitik və ümumiləşdirmə üsullarından istifadə olunur.
Analitik hesablama metodundan istifadə edərək standartlar qurarkən, nəticədə ilkin məlumatın əsas hissəsi əldə edilir. əmək prosesinin tədqiqi istifadə etməklə vaxtlama. Zamanlama əməliyyat vaxtının elementlərinin təkrarlanmasına sərf olunan vaxtın öyrənilməsidir.
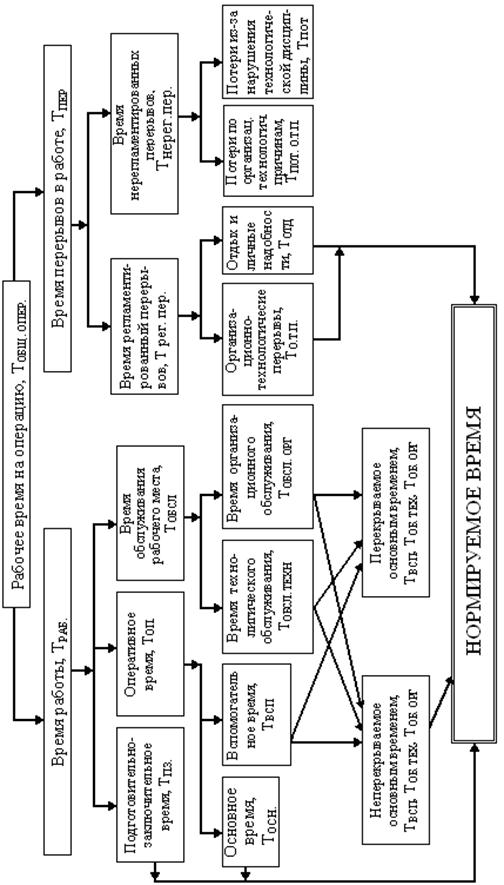
Şəkil 2.6 – Əməliyyat üçün standart vaxta daxil olan iş vaxtı elementlərinin təsnifatı.
Standartlaşdırma zamanı operatorun bütün hərəkətlərinin ardıcıl olaraq şərti simvollarla daxil edildiyi "əmək prosesinin təhlili xəritəsi" doldurulur. Bəzən müşahidələr çəkilişlə tamamlanır. Təhlil edərkən fiksasiya xüsusilə faydalıdır əl traektoriyaları lazımsız, yöndəmsiz (məhsuldar olmayan) hərəkətləri müəyyən etmək üçün zəruri olan bir hərəkətin yerinə yetirilməsi. Normallaşdırılmış əməliyyat fiksasiya nöqtələrinin qurulduğu üsullara bölünür. Sonra əməliyyatın bu elementlərinə sərf olunan vaxt ölçülür və tədqiqat üçün xüsusi hazırlanmış cədvəl doldurulur. Əldə edilən məlumatlar əsasında mikroelement standartları əvvəlcə hər bir hərəkət üçün, sonra isə bütövlükdə bütün əməliyyat üçün vaxt standartı müəyyən edilir. Vaxt normasının tipik strukturu və onun komponentlərinin alınması üsulları Cədvəl 2.3-də verilmişdir.
Cədvəl 2.3 – Vaxt standartlarının hesablanması üçün tipik struktur və üsullar
İş vaxtı fotoqrafiyası (WPH) iş vaxtının öyrənilməsi və standartlaşdırılması üsuludur komponentlər, vaxt normasını təşkil edir. PDF t sh.k, t vsp, t obsl standart komponentlərini müəyyən etmək üçün istifadə olunur.
Misal üçün, blankların və diblərin isti ştamplanmasının standartlaşdırılması:
t ədəd kalıp = (1/N vuruş + t köməkçi element) × K 1,
burada N vuruş çubuğun ikiqat vuruşlarının sayıdır;
t köməkçi məhsul – məmulatın quraşdırılması və çıxarılması üçün köməkçi vaxt və ölçülər, t köməkçi məhsul = 8 dəq/istehsal;
K 1 - texniki xidmət üçün ümumi vaxtı və tənzimlənən fasilələri nəzərə alan əmsal,
K 1 = α + β + γ + δ = 1.13.
İstilik müalicəsi üçün vaxt temperatur T°C və istilik dərəcəsi nəzərə alınmaqla, istilik dövrünə uyğun olaraq təyin edilir. temperatur təyin edin t ext, soyutma sürəti V sərin. deq/dəq:
t ədəd. T.O = [T o C istilik /V istilik + t ext + (T o C istilik – T o C sərin)/V sərin + t köməkçi] × K1.
Hesablama, bir neçə ədəd n elementin eyni vaxtda qızdırılması şərti ilə böyük iş parçalarının istilik vaxtını normallaşdırmaq üçün empirik bir düsturdan istifadə etməklə yoxlanıla bilər:
T ədəd.yük = 0.08 × / n maddə, [min].
burada D iş parçasının kvadratının diametri və ya tərəfi, mm.
Məsələn, 10 iş parçası eyni vaxtda sobaya yüklənərsə, tərəfi D = 250 mm olan kvadrat iş parçasının istilik müddətini təyin etmək lazımdır:
T ədəd.yük = 0,08 ×250× / 10 = 12,2 [dəq].
t ədəd. T.O = ×1,13/6 = 12,24 dəq.
Səhifə
7
Əməliyyatın əmək elementlərinə bölünmə dərəcəsi təhlilin məqsədindən və tədqiqat nəticələrinin tələb olunan dəqiqliyindən asılıdır. Buna görə də, istehsalın növü onun həyata keçirilməsi üçün əmək xərclərini normalaşdırarkən əməliyyatın bölünmə dərəcəsinə əhəmiyyətli dərəcədə təsir göstərir.
Vaxt standartlarını təyin etmək üçün aşağıdakı üsullar mövcuddur:
1. Eksperimental-statistik – əməliyyat və ya iş üçün vaxt normalarının element-element təhlili və dizaynı olmadan bütövlükdə müəyyən edilməsi ilə xarakterizə olunur. optimal şərait, iş rejimləri və üsulları. Bu standartlaşdırma üsulu standartların elmi əsaslandırılmış və mütərəqqi xarakterini təmin etmir, mövcud istehsal ehtiyatlarını aşkar etməyə imkan vermir və işçilərin məhsuldarlığının artırılmasına kömək etmir. Eksperimental-statistik metod iki üsula əsaslanır: eksperimental və statistik. Eksperimental metod ustanın və qiymətləndiricinin təcrübəsinə, statistik metod isə, bir qayda olaraq, yerinə yetirilən analoji işə sərf olunan faktiki vaxta dair hesabat və statistik məlumatlara əsaslanır.
2. Analitik metod. Bu üsulla əməliyyat üçün vaxt məhdudiyyəti aşağıdakı ardıcıllıqla müəyyən edilir: əməliyyat onun tərkib elementlərinə bölünür; Hər bir element üçün onların icra müddətinə təsir edən amillər müəyyən edilir; əməliyyatın rasional tərkibini, əmək və texnoloji elementlərin ardıcıllığını inkişaf etdirmək və zəruri şərtlər onların həyata keçirilməsi; ayrı-ayrı elementlərin və bütövlükdə əməliyyatın müddətini müəyyənləşdirin.
Analitik metodun iki növü var: analitik-tədqiqat və analitik-hesablama - aralarındakı fərq sərf olunan vaxtın müəyyən edilməsi metodundadır. Analitik-tədqiqat üsulu ilə əməliyyata sərf olunan vaxt bilavasitə iş yerində müşahidə ilə sərf olunan vaxtın ölçülməsi əsasında müəyyən edilir (xronoloji müşahidələr, iş vaxtının fotoşəkili, öz-özünə çəkiliş və s.). Analitik-hesablama metodu ilə vaxt xərcləri avadanlığın və vaxtın iş rejimləri üçün standartlara uyğun olaraq, həmçinin vaxtın müddət amillərindən asılılığı üçün düsturlara əsasən hesablanır. Analitik-hesablama metodu standartların yaradılmasında əmək intensivliyini azaltmağa imkan verir, çünki müşahidələrə ehtiyac yoxdur, lakin müəyyən bir iş yeri üçün standartların dəqiqliyi azalır. Hesablamaların dəqiqliyini artırmaq üçün standartlar düzəliş əmsallarını təmin edir.
3. Cədvəl və ya ümumiləşdirilmiş üsul, iş vahidinə düşən vaxt xüsusi cədvəllərdən istifadə etməklə müəyyən edildikdə.
Texnoloji prosesin standartlaşdırılması
İşçilərin əməyinin normalaşdırılması zamanı əmək məsrəfi normalarının aşağıdakı növləri tətbiq edilir: vaxt norması, istehsal norması.
Vaxt norması müəyyən təşkilati və texniki şəraitdə müvafiq ixtisasa malik bir işçi və ya işçilər qrupu (xüsusən də komanda) tərəfindən iş vahidinin yerinə yetirilməsi üçün müəyyən edilmiş iş vaxtının miqdarıdır.
İstehsal norması müəyyən təşkilati-texniki şəraitdə iş vaxtının vahidi üçün müvafiq ixtisasa malik bir işçinin və ya işçilər qrupunun (xüsusən də komandanın) yerinə yetirməsi tələb olunan müəyyən edilmiş iş həcmidir (istehsal vahidlərinin sayı).
Vaxt norması ilə istehsal norması arasında var Əlaqə, yəni vaxt normasının azalması ilə istehsal norması artır. Bu kəmiyyətlər eyni dərəcədə dəyişmir: istehsal sürəti azalan vaxtdan daha çox artır.
Bunun əsasında texniki cəhətdən əsaslandırılmış vaxt standartı müəyyən edilir hərtərəfli tədqiqat və əmək prosesinin rasionallaşdırılması. Eyni zamanda, rasional quruluş, mütərəqqi texnologiyadan istifadə, qənaətcil və məhsuldar texnoloji avadanlıqların (avadanlıq, alətlər, cihazlar) istifadəsi ilə xarakterizə olunan verilmiş istehsal şəraiti üçün optimal olan texnoloji proses təmin edilir. və elmi əsaslı emal rejimləri.
Kurs layihəsində biz analitik və hesablama metodundan istifadə edərək, köməkçi vaxt, iş yerinə xidmət üçün ümumi maşınqayırma standartlarından istifadə edərək, texnoloji prosesin əməliyyatlarını normallaşdıracağıq və metal kəsən dəzgahlarda görülən işlərə hazırlıq və son vaxt. orta və irimiqyaslı istehsal (1984).
Standartlaşdırma kartları və hissənin emalı üçün texnoloji proses əlavədə verilmişdir.
NVR-nin texniki cəhətdən əsaslandırılmış vaxt standartının strukturu yalnız normal istehsal şəraitində müəyyən bir işi (əməliyyatı) yerinə yetirmək üçün zəruri olan iş vaxtının kateqoriyalarını əhatə edir. Bunlara daxildir: əsas vaxt, köməkçi üst-üstə düşməyən tvn, təşkilati vaxt Baxım iş yeri tobsl, istirahət və şəxsi ehtiyaclar üçün standartlaşdırılmış fasilələrin vaxtı tl, hazırlıq və son vaxt Tpz:
Texniki vaxt standartına əməliyyatın digər elementləri ilə üst-üstə düşməyən köməkçi vaxtın yalnız bir hissəsi daxildir. Köməkçi vaxt, əməliyyatın konkret məzmunundan asılı olaraq, daxildir: hissənin quraşdırılması və çıxarılması vaxtı - Tust; texnoloji keçidlə bağlı vaxt – Tper; ölçmə tezliyi amilini nəzərə alaraq nəzarət ölçmələrini yerinə yetirmək üçün vaxt (lazım olduqda) - Tcontrol.
Nəzarət vaxtı daha uzun müddətə keçid üçün əsas (maşın) vaxtla müqayisə edilir. Maşın vaxtından böyükdürsə, onda idarəetmə vaxtı köməkçi üst-üstə düşməyən vaxta daxil edilir. Nəzarət vaxtı əsas vaxtdan azdırsa, o zaman köməkçi üst-üstə düşən vaxta aiddir.
Əməliyyat üçün əsas və köməkçi üst-üstə düşməyən vaxtın cəmi ilkin əməliyyat vaxtını təşkil edir:
![]() .
.
Hazırlıq və yekun vaxt ümumi maşınqayırma standartları əsasında avadanlıqların, avadanlıqların növündən, quraşdırmanın mürəkkəbliyindən, istifadə olunan alətlərin sayından və s. Buraya avadanlıqların quraşdırılması vaxtı, alətlərin qəbulu və təhvil verilməsi vaxtı daxildir.
Tam texniki cəhətdən əsaslandırılmış vaxt standartı daxilində sözdə fərqlənir. hər bir ayrı-ayrı məhsul vahidinin istehsalına sərf olunan vaxtı ifadə edən Tşt vaxtının norması. O, əsas vaxtdan, köməkçi vaxtdan, iş yerinə xidmət vaxtı və istirahət və şəxsi ehtiyaclar üçün fasilələrdən ibarətdir.
Kütləvi istehsal şəraitində ilkin parça vaxtı əvvəlcə müəyyən edilir:
Sonra növbələrdə hissələrin bir partiyasının emal müddəti müəyyən edilir:
ilkin parça vaxtı haradadır (köməkçi vaxt KTVn üçün əmsal nəzərə alınmadan), min;
Bir hissənin istehsalı üçün vaxtın texniki standartı, istehsal olunan hissənin maya dəyərini, istehsal avadanlıqlarının sayını hesablamaq üçün əsas parametrlərdən biridir. əmək haqqı işçilər və istehsalın planlaşdırılması.
Texniki vaxt standartı texniki imkanlar əsasında müəyyən edilir texnoloji avadanlıq, kəsici alətlər, dəzgahlar və düzgün təşkili iş yeri.
Vaxt standartı texnoloji prosesin mükəmməlliyini qiymətləndirmək və hissənin istehsalı üçün ən mütərəqqi variantı seçmək üçün əsas amillərdən biridir.
Genişmiqyaslı və kütləvi istehsalda əməliyyat üçün ümumi standart vaxt (dəq). emal bir hissəsi düsturla müəyyən edilir
T w =T o +T in +T t.o +T o.p,
burada T o - texnoloji (əsas) vaxt, dəq; T in - köməkçi vaxt, dəq; T t.o - iş yerinə xidmət üçün vaxt, min; T o.p - fiziki ehtiyaclar üçün vaxt (istirahət və təbii ehtiyaclar), min.
Bir neçə keçiddə emal üçün emal müddəti
T o =L p .х i/(n c t s st),
burada L р.х kəsici alətin iş vuruşunun təxmin edilən uzunluğudur, yəni. kəsici alətin qidalanma istiqamətində keçdiyi yol, mm (30) düsturu ilə müəyyən edilir; i- kəsici alətin iş vuruşlarının sayı; n st - maşın pasportuna uyğun olaraq qəbul edilən maşın mili fırlanma sürəti, rpm; s st - maşının pasport məlumatlarına uyğun qidalanma, mm/rev.
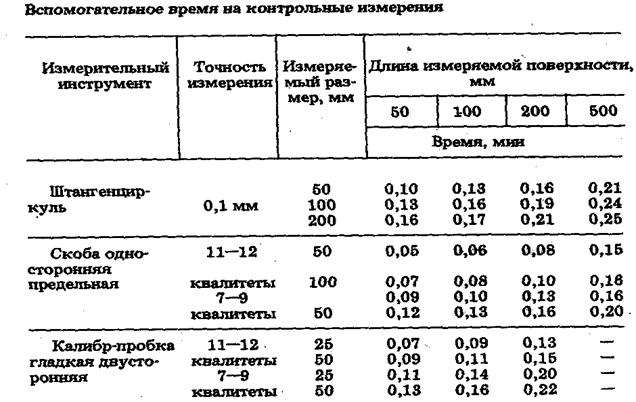
İş parçasının işlənməsi üçün köməkçi vaxt T-də mexanikləşdirmə dərəcəsindən, iş parçasının çəkisindən və bu əməliyyatda yerinə yetirilən digər elementlərdən asılıdır. T ağız hissəsinin quraşdırılması və çıxarılması vaxtından ibarətdir; T per keçidi ilə bağlı vaxt (alətin siferblat boyunca quraşdırılması, dayandırılması, markalanması; ilkin ölçmə; sınaq çiplərinin götürülməsi və s.); T per.k komplekslərinə daxil olmayan texnikalara keçidlə bağlı vaxt. (maşın mili sürətinin dəyişməsi, yemin dəyişməsi, kəsici başlığın fırlanması və s.); nəzarət ölçmələri üçün vaxt T ölçülür, bu, ölçmənin düzgünlüyündən, dövrilik əmsalı nəzərə alınmaqla ölçülmüş səthlərin ölçüsündən asılı olaraq standart cədvəllərə və cədvəl 47-yə uyğun olaraq müəyyən edilir. Köməkçi vaxtı hesablamaq üçün formula belədir:
T in = (T y c t, + ST per + ST per.k + ST ölçü) TO tv,
Harada TO t in - emal olunmuş məhsulların partiyasının ölçüsündən asılı olaraq köməkçi vaxt üçün korreksiya əmsalı (cədvəl 45).
Küt kəsici alətlərin quraşdırılmasına, çıxarılmasına və dəyişdirilməsinə, daşlama çarxlarının doldurulmasına, dəzgahın yağlanmasına və tənzimlənməsinə, istismar zamanı çiplərin çıxarılmasına və s.-yə sərf olunan iş yerinə qulluq vaxtı aşağıdakı kimi müəyyən edilir.
T t.o = (T o + T c) (a p.o /100),
harada p.o. - istehsalın növündən asılı olaraq standart cədvəllərə uyğun olaraq seçilən əməliyyat vaxtının faizi kimi iş yerinə qulluq vaxtı.
İstirahət vaxtı və fiziki ehtiyaclar bərabərdir
T o.p = (T o + T in,) (a t.o /100),
burada t.o istirahət və fiziki ehtiyaclar üçün vaxt (%) tənzimləyici cədvəllərə (46) uyğun olaraq seçilən əməliyyat vaxtına qədərdir.
Serial və fərdi istehsalda hissə hesablama vaxtı texniki vaxt standartı kimi götürülür, onun hesablanması düsturu formaya malikdir.
T sh.k = T sh + (T pz / n d),
burada T p.z - verilmiş hissələrin partiyasının emalı üçün maşının hazırlanması və qurulması, zəruri texnoloji avadanlıqların, sənədlərin alınması, habelə emal edilmiş hissələrin, sənədlərin və avadanlıqların təhvil verilməsinə sərf olunan hazırlıq və son vaxt; n d - partiyada işlənmiş hissələrin sayı.
Cədvəl 45
Korreksiya faktorlarının orta qiyməti
Misal. Kobud dişli düzəltmə əməliyyatı üçün standart parça vaxtını təyin edin. İlkin məlumatlar:
Bu hissə spiral silindrik təkərdir. Hissə materialı - polad 45 QOST 1050-74, s in =600 N/m. Hissə çəkisi 6 kq. Avadanlıq - dişli kəsici maşın 5E32. Cihaz - mandrel. Soyutma - yağ. Diş modulu m = 4 mm. Ötürücü dişlərin sayı z = 40. Ötürücü çarxın eni B = 40 mm, b d = 30 °.
1. Dörd iş parçasını quraşdırın, bərkidin, açın və çıxarın.
2. Dəyirman dişləri m = 4 mm, z = 40.
Həll.
1). Xarici diametri D d = 100 mm, modul m = 4 mm olan modul plitə kəsicisini GOST 9224-74 uyğun olaraq seçirik. İki yivli plitə kəsicisi, dəqiqlik sinfi C. Kesici döngəsinin qaldırılma istiqaməti və kəsilən çarxın dişi eynidir. Plitənin kəsici hissəsinin materialı poladdan hazırlanmışdır R18 GOST 19256-73. Kesicinin davamlılığı T st = 480 dəq.
2). Dişli dişləri bir iş vuruşunda kəsdik. Kəsmə dərinliyi t p = 9 mm.
Cədvəl 46
Davamı 46
Cədvəl 47
3). Standart cədvəllərə uyğun olaraq ikiqat yuyucu plitə kəsicisi üçün qidalanma sürətini seçirik: s cədvəli = 1,2 - 1,4 mm/rev. Materialın polad 45 GOST 1050-88 (K m = 0,9) və dişlərin və dönmələrin meyl bucağı (K = 0,8) üçün düzəliş amilini nəzərə alaraq, yem miqdarını tənzimləyirik:
s hesablanmış = s cədvəli K m K in = 1,4∙0,9∙0,8 = 1,008 mm/rev
Maşın pasportuna uyğun olaraq qəbul edirik: s st = 1 mm/rev.
4). Cədvəl standartlarına uyğun olaraq kəsmə sürətini seçirik:
V cədvəli = 0,7 m/s (42 m/dəq).
Çelik 45, HB 170 ... 207 üçün düzəliş faktorlarını nəzərə alaraq kəsmə sürətini tənzimləyirik: K mv = 0,8 və K b = 0,9.
Düsturdan istifadə edərək dizayn kəsmə sürətini təyin edirik:
V hesablanmış = s cədvəli K m v K ŋ = 0,7∙0,8∙0,9 = 0,5 m/s (30 m/dəq)
5). Plitə kəsicisinin fırlanma sürətini təyin edin:
n fr.calc =  95.51 rpm
95.51 rpm
Maşın pasportuna uyğun olaraq kəsicinin fırlanma sürətini təyin etdik:
nst = 100 rpm.
6). Faktiki kəsmə sürəti düsturla müəyyən edilir:
V d = p × D n × n st / (1000 × 60) = 3,14 × 100 × 100 / (1000 × 60) = 0,62 m/s.
7). Emal zamanı alət vuruşunun uzunluğu düsturla müəyyən edilir:
L р.х = (L pa сч + l 1 + l 2 + l 3)∙z 3 = (160+2+37,2+2)∙40 =8048 mm.
L hesablanması = 40 mm (detal rəsminə uyğun olaraq qəbul edilir); l 1 = 2 mm; l 3 = 2 mm.
l 2 yeminin miqdarı düsturla müəyyən edilir:
L 2 = (1.1¸1.3)∙ ![]()
![]() 37.2 mm,
37.2 mm,
burada h diş boşluğunun dərinliyi mm, h= t.(h = 2,25m =2,25 × 4=9 mm.)
Dördünün eyni vaxtda işlənməsinə görə dişli çarxlar L hesablamasını 4 dəfə artırmaq lazımdır (L hesablanması = 40 × 4 = 160 mm).
8). Dörd dişli dişlərin emalı üçün əsas (texnoloji) vaxt düsturla müəyyən edilir:
T o = 
Bir dişli kəsilməsi üçün əsas vaxt olacaq:
T o = 40,24/4 = 10,06 dəq.
9). T in əməliyyatı üçün köməkçi vaxt standart cədvəllərə uyğun olaraq müəyyən edilir. 5 kq-a qədər kütləsi olan bir mandrelə bir hissənin quraşdırılması üçün köməkçi vaxt bərabərdir: T dəsti = 0,7 dəq. T əlavə hissəsinin mandreldə hər bir sonrakı quraşdırılması üçün əlavə köməkçi vaxt belə olacaq: T əlavə = 0,26 dəq.
T in = 0,7+0,26 = 0,96 dəq.
Nəzarət ölçmələri üçün vaxt əsas vaxtla üst-üstə düşdüyü üçün köməkçi vaxt standartına daxil edilmir.
10). Dişli kəsmə işləri üçün iş yerinə xidmət müddəti əsas vaxtın faizi kimi müəyyən edilir, burada a t o = 3%:
T belə = T o a t.o. /100 = 10,06×3/100 = 0,3 dəq.
on bir). İşçinin istirahət və təbii ehtiyacları üçün vaxt iş vaxtının %-lə müəyyən edilir, burada ex = 4%:
T xaric =  = 0,44 dəq.
= 0,44 dəq.
12. Bir hissənin istehsalı üçün vahid vaxt:
T parça = T o + T in + T t.o + T ex = 10,06 + 0,96 + 0,3 + 0,44 = 11,76 dəq.
Kütləvi istehsal üçün hazırlıq və son vaxt müəyyən edilmir.
12.Variantların texniki və iqtisadi müqayisəsi