Տեխնոլոգիական գործողությունների վրա ծախսված ժամանակը: Տեխնոլոգիական գործընթացի ստանդարտացում
Տեխնոլոգիական ժամանակի չափորոշիչները փոքր արտադրության մեջ որոշվում են հաշվարկային և վերլուծական մեթոդով:
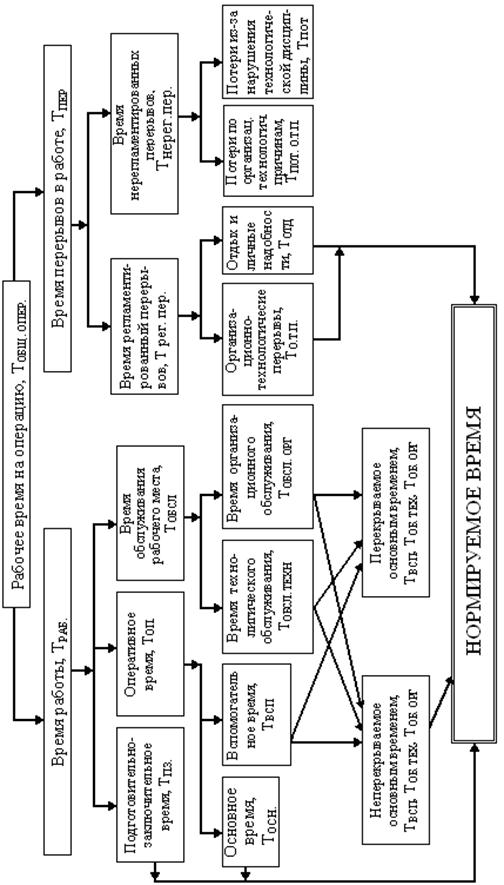
Կտոր ժամանակը վիրահատության վրա ծախսված ժամանակն է: Այն բաղկացած է հետևյալ բաղադրիչներից (min)՝ T w \u003d T o + T in + T մոտ + T մեկ,
որտեղ՝ T o - տեխնոլոգիական (հիմնական) ժամանակն ուղղակիորեն ծախսված է աշխատանքային մասի մշակման վրա, այսինքն՝ փոխելով դրա ձևը, չափը, հատկությունները և այլն.
T in - աշխատողի օժանդակ գործողությունների վրա ծախսված օժանդակ ժամանակը, որն ուղղակիորեն կապված է հիմնական աշխատանքի հետ (տեղադրում, ամրացում և հանում աշխատանքային մասը, տանկի կառավարումը, մասի չափումը.
T about - աշխատավայրի պահպանման ժամանակը, որը ծախսվում է ձեր աշխատավայրի խնամքի վրա, որը վերագրվում է այս գործողությանը: Աշխատավայրի պահպանման ժամանակը բաղկացած է կազմակերպչական սպասարկման ժամանակից (սարքավորումների ստուգում և փորձարկում, գործիքների դասավորություն և մաքրում, քսում, մեքենայի մաքրում) և սպասարկման ժամանակից (մեքենայի ճշգրտում և կարգավորում, կտրող գործիքների փոփոխություն և կարգավորում, հղկման անիվների հագցում): և այլն);
T - հանգստի վրա ծախսվող աշխատանքից ընդմիջումների ժամանակ (եթե դա անհրաժեշտ է աշխատանքային պայմանների պատճառով) և բնական կարիքների համար: Հիմնական և օժանդակ ժամանակի գումարը կոչվում է գործառնական ժամանակ:
Աշխատավայրի սպասարկման ժամանակը և աշխատանքի ընդմիջումների ժամանակը սովորաբար ընդունվում են որպես գործառնական ժամանակի տոկոս (Կ 1 և Կ 2 գործակից): Կախված վերամշակման բնույթից և արտադրության մասշտաբից՝ աշխատավայրի սպասարկման ժամանակը K 1 = 3...8% է, իսկ ընդմիջման ժամանակը K 2 = 4... գործառնական ժամանակի 9%-ը:
Մի շարք տեղեկատու գրքերում նրանք վերցնում են K 1 + K 2 = 10%: Մասերի խմբաքանակների մշակման ժամանակ ներդրվում է կտորի հաշվարկման ժամանակի TK հասկացությունը, որը, բացի կտորի ժամանակից, պարունակում է նաև նախապատրաստական և վերջնական ժամանակ յուրաքանչյուր մասի համար:
 որտեղ T PZ-ն աշխատանքային պատվերի ստացման, աշխատանքին ծանոթանալու, բացակայող գործիքների և սարքերի ձեռքբերման և մեքենայի վերակարգավորման վրա ծախսված նախապատրաստական և վերջնական ժամանակն է: Կտորների ծախսման ժամանակաշրջանում այս ժամանակը վերցվում է մեկ մասի համար, այսինքն՝ բաժանվում է n խմբաքանակի մասերի քանակով:
որտեղ T PZ-ն աշխատանքային պատվերի ստացման, աշխատանքին ծանոթանալու, բացակայող գործիքների և սարքերի ձեռքբերման և մեքենայի վերակարգավորման վրա ծախսված նախապատրաստական և վերջնական ժամանակն է: Կտորների ծախսման ժամանակաշրջանում այս ժամանակը վերցվում է մեկ մասի համար, այսինքն՝ բաժանվում է n խմբաքանակի մասերի քանակով:
Զանգվածային արտադրության պայմաններում նախապատրաստական և վերջնական ժամանակը T PZ վերցվում է հավասար զրոյի (T PZ = 0):
Կտորի հաշվարկման ժամանակը կոչվում է նաև տեխնիկական ժամանակի ստանդարտ (կամ ժամանակի ստանդարտ):
Արտադրության տեմպը (N) ներկայացնում է արտադրված արտադրանքի քանակը ժամանակի միավորի համար (հերթափոխ, ժամ): 8-ժամյա աշխատանքային օրվա դեպքում մեկ հերթափոխի արտադրության դրույքաչափը H = 480/T K է:
Հիմնական տեխնոլոգիական ժամանակը.
 ,
,
որտեղ L-ը մշակված մակերեսի գնահատված երկարությունն է, մմ; Աշխատանքային մասի n-պտտման հաճախականությունը, rpm; s- feed, mm/rev.
Որտեղ լ - մշակված մակերեսի երկարությունը ( լ= 35 մմ);
 .
.
 ;
;
 .
.
8 Օգտագործված տեխնոլոգիական սարքավորումների ընտրություն և նկարագրություն
Հաստոցները և տեխնոլոգիական սարքավորումները ներառում են՝ աշխատանքային մասերը և աշխատանքային գործիքները տեղադրելու և ամրացնելու սարքերը, արտադրանքի հավաքման, մասերի ստուգման համար օգտագործվող սարքերը, ինչպես նաև մասերը և արտադրանքը որսալու և շարժելու սարքերը: Ըստ մասնագիտացման աստիճանի՝ սարքերը բաժանվում են ունիվերսալ, վերակազմավորվող և հատուկ։ Առաջինները ներառում են արատներ, ցուպիկներ, բաժանարար գլուխներ, պտտվող սեղաններև այլն: Վերակազմավորվող սարքերը կարող են հավաքվել ստանդարտ մասերի և հավաքույթների հավաքածուներից կամ հագեցվել փոխարինող մասերով: Զանգվածային արտադրության մեջ օգտագործվում են հատուկ սարքեր։
Մշակման ընթացքում աշխատանքային մասի դիրքը ապահովվում է 6 կետում ամրագրմամբ՝ կախված մշակման պայմաններից, ինչը ապահովում է մշակման մասի ամբողջական կամ մասնակի կողմնորոշումը տարածության մեջ՝ կտրող գործիքի համեմատ: Հենարանների քանակը և գտնվելու վայրը, ինչպես նաև ամրացնող ուժերի ուղղությունն ու մեծությունը պետք է ապահովեն հիմքերի վիճակը հենարաններից: Լրացուցիչ հենարանները պատրաստվում են կարգավորելի կամ ինքնակարգավորվող:
Տեղադրման սխեման ընտրելիս անհրաժեշտ է ապահովել հետևյալ պայմանները.
2. Այս դիրքը չպետք է խախտվի ամրացնելուց հետո, ինչպես նաև մշակման ընթացքում առաջացող ուժերի ազդեցության տակ։
Սարքերը օգտագործվում են որպես ինքնաարգելակման պտուտակ, սեպ, էքսցենտրիկ և այլ մեխանիզմներ՝ ձեռքով, օդաճնշական կամ հիդրավլիկ շարժիչով, ավելի քիչ, օգտագործվում են օդաճնշական, հիդրավլիկ կամ ուղղակի գործող օդաճնշական-հիդրավլիկ մեխանիզմներ:
Պտտվող սարքեր. Խառատահաստոցների վրա հաստոցների մշակումն իրականացվում է կենտրոններում մասերի տեղադրմամբ՝ ցախի, հենարանի և մահճակալի վրա։ Սարքավորումների առաջին խումբը ներառում է հետևյալ տարրերը՝ վարող սարքերի կենտրոններ, կայուն հենարաններ, մանդրելներ և այլն։ Երկրորդ խումբը ներառում է փամփուշտներ և ճակատային թիթեղներ: Երրորդ խումբը ներառում է կոնաձև, գնդաձև և այլ բարդ մակերեսների մշակման հատուկ սարքեր։ Երկար մասերը մշակելիս օգտագործվում են կայուն հենարաններ: Լայնորեն օգտագործվում են ինքնակենտրոն եռածնոտ, իսկ ավելի քիչ հաճախ՝ երկու ծնոտով ճարմանդներ։
Ինքնասեղմվող շարժիչ ճարմանդները պատրաստվում են երկու կամ երեք սխալ կրակված էքսցենտրիկ խցիկներով, որոնք մշակման սկզբում, կտրող ուժերի ազդեցությամբ, սեղմում են մեքենայի կենտրոններում տեղադրված աշխատանքային մասը և մեքենայի լիսեռից պտտող մոմենտ փոխանցում դրան:
Քանի որ կտրող մոմենտը մեծանում է, պտտվող պտույտից պտտվող ոլորող մոմենտը, որը փոխանցվում է խցիկի ծնոտների կողմից մշակվող մասին, ինքնաբերաբար մեծանում է:
Կենտրոններում աշխատանքային մասի հարմար տեղադրման համար օգտագործվում են ավտոմատ բացվող խցիկներով մեքենա վարող ճարմանդներ: Աշխատանքային մասի միատեսակ սեղմումը բոլոր ծնոտների կողմից ապահովվում է լողացող ծնոտների կամ ծնոտների անկախ շարժումով: Ինքնամռայլ վարորդական ճարմանդները թույլ են տալիս ծնոտներ տեղադրել որոշակի տիրույթում մշակվող աշխատանքային մասերի տարբեր տրամագծերի վրա: Այս ճարմանդները օգտագործվում են կենտրոնական մշակման համար բազմաբնակիչ մեքենաների կամ CNC մեքենաների վրա՝ մեծ ոլորող մոմենտներ տեղափոխելու համար աշխատանքային մասի վրա մեքենայի spindle-ից:
Հորատման մեքենաների պարագաներ. Գործիքը մշակման ընթացքում ճշգրիտ ուղղորդելու համար օգտագործվում են սալիկներ, որոնցում տեղադրվում են թփեր: Անշարժ սարքերում, որոնք օգտագործվում են շառավղային հորատման և բազմաշերտ մեքենաների վրա, մշակման ընթացքում մասը մնում է անշարժ: Մի մասի տարբեր կողմերում կամ շրջանագծի երկայնքով տեղակայված անցքեր փորելու համար պտտվող սարքերը օգտագործվում են ուղղահայաց (պտտվող սալիկներ), հորիզոնական (երեսապատման սալիկներ) կամ, ավելի քիչ, թեքված պտտման առանցքով, մեքենայացման և ավտոմատացման համար, օդաճնշական, հիդրավլիկ կամ էլեկտրական Հորատման մեքենաների վրա աշխատելիս օգտագործվում են լոգարիթմական սալիկներ, որոնք տեղադրվում են բարձրացնող մեխանիզմի միջոցով տեղափոխվում է բազմաշերտ գլխիկներ՝ անցքերի խմբերը մշակելու համար:
Խառատահաստոցների և գլանաձև հղկման մեքենաների վրա, աշխատանքային մասերը, կախված ձևից և չափից, տեղադրվում են կենտրոններում կամ ցախի մեջ: Մի կենտրոնը գտնվում է գլխաշորերի լիսեռի մեջ, իսկ երկրորդը` խառատահաստոցի կամ սրածայրի պոչամբարի մեջ: Չուկը տեղադրվում և ամրացվում է մեքենայի գլխի լիսեռի վերջում: Կենտրոնները բաժանվում են հետևյալ տեսակների.
1. Ամրագրված նորմալ և հատուկ;
2. Պտտվող նորմալ և հատուկ;
3. Լողացող հատուկ;
4. Ծալքավոր հատուկ;
5. Կտրել.
Շարժիչ սարքերը օգտագործվում են պտտվող շարժումը (ոլորող մոմենտ) փոխանցելու մեքենայի լիսեռից մինչև կենտրոններում, մանդրելի վրա կամ ցախի մեջ տեղադրված աշխատանքային մասը: Շարժիչ սարքերը ներառում են սեղմակներ և շարժիչի երեսպատումներ: Աշխատանքային մասերը տեղադրելիս, որոնցում ցախից ցցված մասի երկարությունը 3...15 տրամագծով և ավելի է, որպես լրացուցիչ հենարան օգտագործվում են ֆիքսված և շարժական հենարաններ։
Սղագրություն
1 Ռուսաստանի Դաշնության Կրթության և գիտության նախարարություն Սարատովի նահանգ Տեխնիկական համալսարանՄԵԽԱՆԻԿԱԿԱՆ ԲՈՒԺՄԱՆ ԳՈՐԾՈՒՆԵՈՒԹՅՈՒՆՆԵՐԻ ՏԵԽՆԻԿԱԿԱՆ ՍՏԱՆԴԱՐՏՆԵՐ լաբորատոր աշխատանք«Մեքենաշինության տեխնոլոգիայի հիմունքներ» առարկայից Մեքենաշինության տեխնոլոգիա մասնագիտության ուսանողների համար լրիվ դրույքով, երեկոյան և. Հեռավար ուսուցումՀաստատված է Սարատովի պետական տեխնիկական համալսարանի խմբագրական և հրատարակչական խորհրդի կողմից Սարատովի 2012 թ.
2 Աշխատանքի նպատակն է որոշել խառատահաստոցով մասերի մշակման ստանդարտ ժամանակը ունիվերսալ մեքենազանգվածային արտադրության պայմանների համար. 2 ՀԻՄՆԱԿԱՆ ՀԱՍԿԱՑՈՒԹՅՈՒՆՆԵՐ Ժամանակի տեխնիկական ստանդարտը պետք է ընկալվի որպես որոշակի աշխատանք կատարելու համար սահմանված ժամանակի չափորոշիչ / րոպեներով / որոշակի կազմակերպչական և տեխնիկական բնութագրերը. Ժամանակի ստանդարտը մեկ և զանգվածային արտադրության պայմաններում որոշվում է կտոր ժամանակով. T T T T T T. (1) հատ m vsp Զանգվածային արտադրության պայմաններում ժամանակի չափանիշը որոշվում է կտորի հաշվարկման ժամանակով՝ T հատից մինչև T հատ: T pz / n, (2) որտեղ T pcs T m T sun T obs T dept, (3) T m հիմնական ժամանակ, min; T օժանդակ ժամանակ, min; T obs աշխատավայրում սպասարկման ժամանակը, min; T բաժնի հանգստի և աշխատանքից ընդմիջումների ժամանակը, min; T pz նախապատրաստական-վերջնական ժամանակ, min; n քանակի մասեր խմբաքանակում: Հիմնական (մեքենայի) ժամանակն այն ժամանակն է, որի ընթացքում չիպսերը հանվում են և փոխվում է աշխատանքային մասի կամ կիսաֆաբրիկատի մակերեսի ձևը, չափը և որակը: Այս գործընթացը, որպես կանոն, կատարվում է միայն մեքենայի կողմից՝ առանց աշխատողի անմիջական մասնակցության։ Խառատահաստոցի համար մեքենայի (հիմնական) ժամանակը որոշվում է բանաձևով. լ 1 սուզման երկարություն, մմ; լ 2 կտրիչի երկարություն, մմ; n spindle պտտման արագություն, rpm; S feed մեկ հեղափոխության համար, մմ / րոպե; S min րոպե սնուցում, մմ / րոպե; Անցումների I թիվը (սովորաբար i = 1-5)/ Մշակման այլ տեսակների համար հաշվարկման բանաձևերը տրված են. տեղեկատու գրքեր. օրգ տեխնիկական բաժին
3 Օժանդակ ժամանակը ծախսվում է այն գործողությունների վրա, որոնք ապահովում են հիմնական աշխատանքի ավարտը և ներառում են՝ մասի տեղադրման, ամրացման և հեռացման ժամանակը, մեքենայի կառավարումը. գործարկել և կանգնեցնել, սպինդի արագությունը և սնուցումը փոխելը և այլն, արագության ժամանակը: կտրող գործիքի մոտեցում և ետ քաշում նախնական դիրքը, մշակված մակերեսի ճշգրտության և կոշտության պարամետրերի վերահսկման չափումների ժամանակը: Զանգվածային և մեծածավալ արտադրության պայմաններում օժանդակ ժամանակը որոշվում է տեխնիկայով։ Օրինակ, միացրեք spindle պտտումը, տեղադրեք մասը, ամրացրեք մասը և այլն: Զանգվածային արտադրության պայմաններում օժանդակ ժամանակը որոշվում է 3 ստանդարտ համալիրներով՝ մասի տեղադրման և հեռացման ժամանակ; անցման հետ կապված ժամանակը (բերեք գործիքը, միացրեք սնուցումը, անջատեք մեքենան և այլն); հսկիչ չափումների ժամանակը. Օժանդակ ժամանակը որոշվում է ստանդարտներով կամ ժամանակի հիման վրա: Աշխատավայրի պահպանման ժամանակը կապալառուն ծախսում է տեխնոլոգիական սարքավորումները աշխատանքային վիճակում պահելու և դրանց ու աշխատավայրի խնամքի վրա: Զանգվածային արտադրության, մեքենաների և ավտոմատացված շահագործման պայմաններում աշխատատեղերի պահպանման ժամանակը բաժանվում է տեխնիկական և կազմակերպչական սպասարկման ժամանակի: Տեխնիկական սպասարկման ժամանակը T-ն այս աշխատանքի ընթացքում աշխատավայրի (սարքավորումների) խնամքի վրա ծախսված ժամանակն է՝ ձանձրալի գործիքներ փոխելը, աշխատանքի ընթացքում գործիքները և սարքավորումները կարգավորելը, չիպսերը մաքրելը և այլն: Սպասարկման ժամանակը որոշվում է որպես հիմնական ժամանակի տոկոս՝ T այդ % T մեքենան: (5) Կազմակերպչական սպասարկման ժամանակը Աշխատանքային հերթափոխի ընթացքում աշխատավայրը խնամելու ժամանակ՝ գործիքները տեղադրելու և մաքրելու ժամանակը հերթափոխի սկզբում և վերջում, սարքավորումների ստուգման և փորձարկման ժամանակը, այն քսելու և մաքրելու ժամանակը և այլն: Կազմակերպչական ծառայության ժամանակը որոշվում է որպես գործառնական ժամանակի տոկոս՝ T%. (6) org T op Թվային տոկոսային արժեքները տրվում են տեղեկատու գրականության մեջ կամ որոշվում են աշխատանքային օրվա լուսանկարի հիման վրա: Հանգստի ժամանակը և աշխատանքից ընդմիջումները ներմուծվում են ստանդարտ ժամանակի մեջ, երբ կատարում եք ֆիզիկապես դժվար (10 կգ-ից ավելի քաշ) կամ միապաղաղ և հոգնեցնող աշխատանք: Բացի այդ, այս ժամանակային կառուցվածքը ներառում է ժամանակ մարդու ֆիզիկական կարիքների համար: Այս ժամանակը որոշվում է 3-ում
if ($this->show_pages_images && $page_num doc["images_node_id"]) (շարունակել; ) // $snip = Գրադարան::get_smart_snippet($text, DocShare_Docs::CHARS_LIMIT_PAGE_IMAGE_TITLE); $snips = Գրադարան::get_text_chunks ($text, 4); ?>Գործառնական ժամանակի 4 տոկոսը՝ ըստ գրացուցակի կամ աշխատանքային օրվա լուսանկարի հիման վրա: Տ դեպարտ % Տ օպ. 7) Նախապատրաստական-վերջնական ժամանակն այն ժամանակային միջակայքն է, որն անցկացվում է կատարողի և տեխնոլոգիական սարքավորումների պատրաստման տեխնոլոգիական գործողություն կատարելու և վերջինիս հերթափոխի ավարտից հետո կարգի բերելու համար։ Այս ժամանակը որոշվում է աշխատանքային օրվա լուսանկարի հիման վրա կազմված ստանդարտների համաձայն և սահմանվում է մասերի խմբաքանակի համար: Այն ներառում է՝ նյութերի, գործիքների, սարքերի, տեխնոլոգիական փաստաթղթերի և աշխատանքային պատվերների ձեռքբերում. ծանոթացում գծագրին, տեխնոլոգիական փաստաթղթերին; գործիքների, սարքերի տեղադրում, սարքավորումների հարմարեցում համապատասխան աշխատանքային ռեժիմին. աշխատանքների ավարտից հետո հարմարանքների և գործիքների հեռացում. պատրաստի արտադրանքի, մնացած նյութերի, հարմարանքների, գործիքների, տեխնոլոգիական փաստաթղթերի և աշխատանքային պատվերների առաքում: Գործառնական ժամանակի նորմ T op-ը տեխնոլոգիական գործողության կատարման ժամանակի նորմ է, որը բաղկացած է դրանով չծածկված հիմնական և օժանդակ ժամանակի նորմերի հանրագումարից, այսինքն. T T T. (8) 4 op mash ԱՇԽԱՏԱՆՔԱՅԻՆ ԺԱՄԱՆԱԿԻ ՔՐՈՆՈՄԵՏՐԻԱ ԺԱՄԱՆԱԿԸ աշխատանքի ժամանակի ծախսումն ուսումնասիրելու մեթոդ է աշխատանքային գործողությունների կրկնվող մեխանիկական և մեքենա-մեխանիկական տարրերի կատարման վրա՝ չափելով դրանց տևողությունը և հետագայում դրանց իրականացման պայմանների վերլուծությունը: Մեքենաների ժամանակի նպատակը օժանդակ ժամանակի, պահպանման ժամանակի, նախապատրաստական և վերջնական ժամանակի, հանգստի և աշխատանքի ընդմիջումների ստանդարտների նորմալ տեւողությունն է սահմանել: Ժամկետավորումը բաղկացած է հետևյալ փուլերից՝ 1. Նախապատրաստում ժամանակացույցին։ 2. Դիտարկումների անցկացում. 3. Դիտորդական նյութերի մշակում և վերլուծություն. 4. Առավել ռացիոնալ տարրերի ընտրություն և աշխատանքային տարրերի նորմալ տեւողության հաշվարկ: Ժամանակի նախապատրաստումը ներառում է. ուսումնասիրվող գործողության կամ կառուցվածքային բաղադրիչի բաժանումը տեխնիկայի կամ տեխնիկայի հավաքածուների (միացնել մեքենան, տեղադրել և հեռացնել մասը և այլն); vsp
5 սահմանել յուրաքանչյուր տեխնիկայի կամ տեխնիկայի հավաքածուի սկիզբը և վերջը՝ օգտագործելով ամրագրման կետերը. կախված արտադրության տեսակից և գործողության ընդհանուր տեւողությունից՝ սահմանվում է ըստ ադժ. 1 պահանջվող գումարըչափումներ ժամանակային դիտարկումներ կատարելիս /ժամանակային շարքի չափը/: Դիտարկումների իրականացում Ժամկետավորումը սովորաբար իրականացվում է հերթափոխի միջին ժամերին, երբ աշխատողը մտել է աշխատանքի ռիթմի մեջ, օրվա արդյունքի մոտավորապես մեկ երրորդը մշակելուց հետո: Չափումը կարող է իրականացվել երկու եղանակով. առանձին տարրերի կամ կառուցվածքային բաղադրիչների առանձին (ընտրովի) կրկնվող փոխարինումներ. աշխատանքային գործընթացի բոլոր ուսումնասիրված տարրերի ընդհանուր չափումները: Չափումը կատարվում է վայրկյանաչափի միջոցով: Վայրկյանաչափը գործարկվում և կանգ է առնում ամրագրման կետերում: Դիտորդական նյութերի մշակում և վերլուծություն: Յուրաքանչյուր ժամանակային շարք վերլուծվում է, որպեսզի բացահայտվեն թերի չափումները, որոնք բնութագրվում են գերագնահատված կամ թերագնահատված արժեքներով: Թերի չափումները վերացնելուց հետո մնացած ժամանակային շարքը ստուգվում է ժամանակային շարքի իրական կայունության գործակցի համար: K f T max /T min, (9) որտեղ T max առավելագույն արժեքըտարրի տևողությունը; T min նվազագույն տևողության արժեքը: Kf-ի ստացված արժեքը համեմատվում է նրա նորմալ արժեքի հետ (Հավելված 2): Եթե K f-ի հաշվարկված արժեքը գերազանցում է ստանդարտ արժեքը, ապա չափումները պետք է կրկնվեն: ԱՇԽԱՏԱՆՔԱՅԻՆ ՕՐՎԱ ԼՈՒՍԱՆԿԱՐԱԳՐՈՒԹՅՈՒՆ Աշխատաժամանակի լուսանկարչությունը աշխատանքային գործընթացն ուսումնասիրելու մեթոդներից մեկն է աշխատանքային հերթափոխի ընթացքում դրա բոլոր ծախսերի շարունակական դիտարկման և չափման միջոցով: Այն իրականացվում է աշխատանքի արտադրողականության բարձրացման պաշարները հայտնաբերելու նպատակով։ Լուսանկարը կարող է լինել՝ անհատական; խումբ; ինքնալուսանկարչություն. Աշխատանքային ժամերի անհատական լուսանկարն օգտագործվում է անհատ կատարողին վերահսկելու համար: Դիտարկումն սկսելու պահից ծախսերի բովանդակությունը և դրանց ավարտի ժամանակը գրանցվում են դիտորդական թերթիկում, 5.
6 տեղեկատվություն և որոշակի գործառնական ժամանակահատվածներում կատարված ապրանքների /գործառնությունների/ քանակը, որոնք ինչ-ինչ պատճառներով ընդհատվել են: Բոլոր ծախսերը պետք է տարբերակված լինեն աշխատաժամանակի ծախսերի ընդունված դասակարգման համաձայն: Դիտարկման արդյունքների մշակումը ներառում է աշխատանքային ժամանակի յուրաքանչյուր ծախսի տևողության որոշումը, ծախսերի ինդեքսավորումը (դրանք համապատասխան կատեգորիայի վերագրումը), փաստացի և կանխատեսվող հաշվեկշռի կազմումը և աշխատանքային ժամանակի օգտագործման բնութագրերի որոշումը: Աշխատանքային օրվա դիտարկումների և լուսանկարների մշակման տվյալները տրվում են հատուկ ձևերով, որոնք ստանդարտ են բոլոր ձեռնարկությունների համար: Աշխատանքային ժամանակի անհատական լուսանկարի մշակումն ավարտվում է աշխատաժամանակի կորուստները վերացնելու կազմակերպչական և տեխնիկական միջոցների մշակմամբ: Խմբային լուսանկարչություն, երբ դիտարկումն իրականացվում է միաժամանակ մի խումբ աշխատողների վրա: Ինքնալուսանկարչությունն այն է, երբ աշխատակիցը, առանց շեղվելու իր հիմնական աշխատանքից, նշում է հատուկ քարտինքնանկարում է սկիզբը, վերջը և պարապուրդի պատճառը: Որոշակի ժամանակ նախնական պատրաստումԱյս մեթոդը հնարավորություն է տալիս դիտարկել գրեթե բոլոր աշխատավայրերը և կարճ ժամանակահատվածում տեղեկատվություն ստանալ յուրաքանչյուր աշխատավայրում աշխատաժամանակի հիմնական կորուստների մասին: 6 ԿԱՏԱՐՄԱՆ ԿԱՐԳԸ 1. Մշակել մասը վրա խառատահաստոցըստ տրված ուրվագծի՝ ըստ տրված տարբերակի՝ աղյուսակի համաձայն՝ բաղկացած 2 կամ 3 անցումներից (աղյուսակ). մանրացնել D երկարությունը L; փորվածք d երկարությամբ l. Մասերի մշակման ընտրանքներ p/p D D 1 L L 1 d l Խմբաքանակի չափը Կախված կտրիչի գործիքի նյութի տեսակից և աշխատանքային մասի նյութից, ընտրեք կտրման եղանակները՝ ըստ տեղեկատու գրականության:
7 3. Հաշվի՛ր ճանապարհորդության երկարությունը կտրող գործիքներ(ներառյալ սնուցումը և ավելորդ ճանապարհորդությունը) յուրաքանչյուր տեխնոլոգիական անցման համար: 4. Որոշեք մասի մշակման հիմնական (մեքենայի) ժամանակը: 5. Ժամանակավորել գործողության օժանդակ ժամանակը, այդ նպատակով՝ օժանդակ ժամանակը բաժանել հանդիպումների. միավորել տեխնիկան մեջ ստանդարտ համալիրներ, ամրագրելով յուրաքանչյուր համալիրի սկիզբը և վերջը. ըստ ստանդարտ համալիրի նախնական և վերջնական ընդունման, որոշեք նախնական (NFJ) և վերջնական (KFT) ամրագրման կետերը, բայց այնպես, որ աշխատողի ոչ մի շարժում բաց չթողնի, այսինքն. մի համալիրի վերջնական ամրագրման կետը հաջորդի մեկնարկային կետն էր, օրինակ՝ KFT 2 = NFT 1. որոշել adj. 2 անհրաժեշտ թվով դիտարկումներ; կատարել դիտարկումներ; լրացնել դիտարկման թերթիկը (Հավելված 4); մշակել ստացված տվյալները; որոշեք ժամանակային շարքի կայունության գործակիցը (9) բանաձևով և համեմատեք այն նորմալի հետ՝ ըստ adj. 2; անհրաժեշտության դեպքում կրկնել չափումները: 6. Սերիական արտադրության պայմանների համար օգտագործելով նորմալացուցիչի տեղեկատու գրքույկը, որոշեք ժամանակի ստանդարտի կառուցվածքային բաղադրիչները՝ T obsl, T dept, T pz: 7. Հաշվեք ստանդարտ ժամանակը T հատ ամբողջ գործողության համար: 8. Լուսանկարեք մեկ մասի մշակման աշխատանքային ժամանակը: 9. Համեմատե՛ք հաշվարկված տվյալները T pcs k աշխատանքային պրոցեսի լուսանկարով որոշված ժամանակի հետ։ 10. Աշխատանքի մասին հաշվետվություն պատրաստել: ԱՇԽԱՏԱՆՔԱՅԻՆ ՀԱՇՎԵՏՎՈՒԹՅՈՒՆ 1. Համառոտ տեսական մաս. 2. Մասերի մշակման էսքիզ՝ յուրաքանչյուր տեխնոլոգիական անցման համար կտրման ռեժիմների աղյուսակով (Հավելված 3): 3. Օժանդակ ժամանակի տեխնիկայի ցանկ և դրանք համատեղելով ստանդարտ համալիրների մեջ NFT և KFT ամրագրման կետերով: 4. Ժամանակի չափորոշիչների հաշվարկներ և լրացված դիտարկման թերթիկ: ՀԱՐՑԵՐ ԻՆՔՆԱՏԵՍՏՈՒԹՅԱՆ ՀԱՄԱՐ 1. Ժամանակի տեխնիկական ստանդարտի կառուցվածքը. Կառուցվածքային բաղադրիչների նպատակը. 2. Կառուցվածքային բաղադրիչների որոշման մեթոդներ. 3. Ժամանակի տեխնիկա. 7
8 4. Աշխատանքային ժամերի լուսանկարում, դրա նպատակը և խնդիրները: Լուսանկարչության մեթոդներ. 5. Գործառնությունների տեխնիկական կարգավորման առանձնահատկությունները տարբեր տեսակներարտադրությունը։ ՕԳՏԱԳՈՐԾՎԱԾ ԱՂԲՅՈՒՐՆԵՐԻ ՑԱՆԿ 1. Մետաղների կտրում. տեխնոլոգի տեղեկատու / խմբ. Ա.Ա. Պանովա. Մ.: Մեքենաշինություն, էջ. 2. Standardizer's Handbook / խմբ. Ա.Վ. Ախուլով. Լ.: Մեքենաշինություն, էջ. 3. Մեքենաշինության տեխնոլոգի ձեռնարկ / Էդ. Ա.Գ. Կոսիլովան և Ռ.Կ. Մեշչերյակովա. Մ.: Մեքենաշինություն, էջ. 4. Մետալհեդի ձեռնարկ. Տ.4. / Էդ. Մ.Պ. Նովիկովը և Պ.Ն. Օրլովա. Մ.: Մեքենաշինություն, էջ. 5. Ընդհանուր մեքենաշինական ժամանակի ստանդարտներ: Զանգվածային արտադրություն։ Մ.: Մեքենաշինություն, էջ. 8
9 Հավելված 1 Դիտարկումների քանակը ժամանակի ընթացքում Չափումների քանակը տևողության ընթացքում Տևողությունը Գործողության տեսակը րոպեներով: գործառնություններ մինչև 0, զանգվածը 0,1-0, /տողում/ 0-ից ավելի, Լայնածավալ մինչև 0,1 0,1-0,3 0,3-ի վրա Սերիական Փոքր մասշտաբի Հավելված 2 Ժամանակային շարքի նորմալ կայունության գործակիցներ Արտադրության տեսակը Գործողության տարրի տևողությունը , Նորմալ գործակից ժամանակային շարքի կայունություն min. մեքենան աշխատում է ձեռագործԶանգվածային / in-line / Լայնածավալ մինչև 0.1 0.1-0.3 ավելի քան 0.3 մինչև 0.1 0.1-0.3 1.5 1.3 1.2 1.8 1.5 2.0 1 .7 1.5 ավելի քան 0.3 1.3 Սերիական - 1.70-3 սանդղակ. Մեքենաների աշխատանքը ներառում է մետաղահատ մեքենաների, մամլիչների, մուրճերի և այլնի վրա կատարվող գործողություններ: 2. Հիմնական ժամանակային տարրերի համար, որոնք կատարվում են մետաղահատ մեքենաների վրա ավտոմատ սնուցում, կայունության գործակիցը չպետք է լինի 1,1-ից ավելի բոլոր տեսակի արտադրության համար։ անցում Կտրման ռեժիմներ և պտտման շահագործման ժամանակի ստանդարտներ Անցման անվանումը D, mm L, mm t, mm S, mm/rev V, m/min 2.5 2.0 1.7 Հավելված 3 n, rpm T m, min Ծանոթագրություն. D մշակման տրամագիծը; L մշակման երկարությունը; t կտրման խորություն; S feed մեկ հեղափոխության; n spindle արագություն; V կտրման արագություն; T m մեքենայի ժամանակ. 9
10 Հավելված 4 Դիտարկման թերթիկ Տեխնիկայի համալիրների անվանումը Հաստատուն դիտարկման կետեր 1 2. n Դիտարկման ժամանակ Ընդհանուր տևողությունը Միջին տևողությունը Ստանդարտ կայունության գործակիցը: փաստ. Ստանդարտ ժամանակը օժանդակ համալիրի համար 10
11 ՄԵԽԱՆԻԿԱԿԱՆ ԲԱՇԽԱՏՈՒՄՆԵՐԻ ՏԵԽՆԻԿԱԿԱՆ ՍՏԱՆԴԱՐՏՈՒՄ Լաբորատոր աշխատանքների մեթոդական ցուցումներ Կազմող՝ ՆԱՍԱԴ Տատյանա Գենադիևնա ԿՈԶԼՈՎ Գենադի Ալեքսանդրովիչ Գրախոս՝ Ի.Ա. Մասլյակովա Խմբագիր Կ.Ա. Կուլագինա Համակարգչային դասավորություն Յու.Լ. Ժուպիլովա Ստորագրված է տպագրության համար Ձևաչափ /16 Թուղթ. օֆսեթ. Պայմանական վառարան լ. 0.69 (0.75) Ակադ. լ. 0.6 Տպաքանակ 100 օրինակ։ Պատվեր 193 Սարատովի անվճար պետական տեխնիկական համալսարան, Սարատով, Պոլիտեխնիկական փող., 77 Տպագրվել է ՀՊՏՀ հրատարակչության կողմից, Սարատով, փող. Պոլիտեխնիչեսկայա, 77 Հեռ.
12 12
ԱՇԽԱՏԱՆՔԱՅԻՆ ՎԱՐԿԱԿԻՉ. ԺԱՄԱՆԱԿԱԳԻՐ Ելենա Ալեքսեևա, MSTU-ի դոցենտ: Ն.Է. Բաուման Նադեժդա Իվանովա, բ.գ.թ., դոցենտ, Մոսկվայի պետական տեխնիկական համալսարան: Ն.Է. Բաուման Կատարված աշխատանքի վրա ծախսված ժամանակի սահմանում, աշխատանքի ռացիոնալացում
ԹԵՄԱ՝ ԱՇԽԱՏԱՆՔԱՅԻՆ ԺԱՄԱՆԱԿԻ ԾԱԽՍԵՐԻ ՈՒՍՈՒՄՆԱՍԻՐՈՒԹՅԱՆ ՄԵԹՈԴՆԵՐ Աշխատանքային ժամանակի ծախսերի ուսումնասիրության մեթոդներ Աշխատանքային գործընթացների ուսումնասիրության առաջադրանքներ. տարրական գործողություններ կատարելու վրա ծախսված փաստացի ժամանակի որոշում
UDC 2151 Աշխատանքային ժամանակի ծախսերի ուսումնասիրման մեթոդներ Դ. Ի. Դոլգով (դ.գ.թ., կրթության կառավարման և էկոնոմիկայի ամբիոնի դոցենտ, Մ. Ե. Եվսեվիևի անվան պետական մանկավարժական ինստիտուտ, Սարանսկ), 89053783787, Էլ. [էլփոստը պաշտպանված է]
ՌՈՒՍԱՍՏԱՆԻ ԴԱՇՆՈՒԹՅԱՆ ԿՐԹՈՒԹՅԱՆ ԵՎ ԳԻՏՈՒԹՅԱՆ ՆԱԽԱՐԱՐՈՒԹՅՈՒՆ ԿՐԹՈՒԹՅԱՆ ԴԱՇՆԱԿԱՆ ԳՈՐԾԱԿԱԼՈՒԹՅՈՒՆ Պետ. ուսումնական հաստատությունԲարձրագույն մասնագիտական կրթություն «Օրենբուրգի նահանգ
Դաշնային գործակալություն երկաթուղային տրանսպորտՈւրալ Պետական համալսարանԵրկաթուղիների Տրանսպորտի էկոնոմիկայի վարչություն T. S. Lesser Կազմակերպություն և արտադրության պլանավորում Մեթոդ
106 ԱՇԽԱՏԱԿԱԶՄ Ա.
ՄԻՋՆԱԿԱՐԳ ՄԱՍՆԱԳԻՏԱԿԱՆ ԿՐԹՈՒԹՅՈՒՆ Կովալչուկ Լ.Պ. ՄԵԹՈԴԱԿԱՆ ՁԵՌՆԱՐԿ ՄԱՍՆԱԳԻՏՈՒԹՅԱՆ ՈՒՍԱՆՈՂՆԵՐԻ «ՏԵԽՆԻԿԱԿԱՆ ՍՏԱՆԴԱՐՏ» ԿԱՐԳԱՎՈՐՄԱՆ ԳՈՐԾՆԱԿԱՆ ԱՇԽԱՏԱՆՔՆԵՐԻ ԿԱՏԱՐՄԱՆ ՄԵԹՈԴԱԿԱՆ ՁԵՌՆԱՐԿ 151001 Գրախոսներ՝ տնօրեն.
Հաշվապահական հաշվառման բաժնի կառուցվածքային ստորաբաժանման կադրային մակարդակի մոտավոր հաշվարկ I. Ընդհանուր մաս 1. Ստանդարտները մշակվում են հիման վրա. մեթոդական առաջարկություններկառավարությունում աշխատանքի ստանդարտացման համակարգերի զարգացման մասին
ԿԻՐՈՍՅԱՆԻ ՖԵԴԵՐԱՑԻԱՅԻ ԿՐԹՈՒԹՅԱՆ ԵՎ ԳԻՏՈՒԹՅԱՆ ՆԱԽԱՐԱՐ ԴԱՇՆԱԿԱՆ ՊԵՏԱԿԱՆ ԻՆՔՆԱՎՈՐ ՈՒՍՈՒՄՆԱԿԱՆ ՈՒՍՈՒՄՆԱԿԱՆ ԲՈՒՀԻ «Ազգ.
UDC 658.58; 658.523 N.S. Մասլյակով, ասպիրանտ, Գիտական ղեկավար M. S. Ostrovsky, տեխնիկական գիտությունների դոկտոր, պրոֆ., Մոսկվայի պետական լեռնահանքային համալսարան Էլ. [էլփոստը պաշտպանված է]Ունիվերսալ մեքենաների առավելությունները,
ConsultantPlus-ի կողմից տրամադրված փաստաթուղթ «Արդյունաբերության մեջ աշխատանքի ստանդարտացում և վարձատրություն», 2011 թ., N 5 ԼԱՎԱԳՈՒՅՆ ՓՈՐՁԸ ՄԵՔԱՆԻԱԿԱՆ ՏԵԽՆԻԿԱԿԱՆ ՁԵՌՆԱՐԿՈՒԹՅՈՒՆՆԵՐՈՒՄ ԱՇԽԱՏԱՆՔԻ ԻՇԽԱՆՈՒԹՅԱՆ ԼԱՎԱԳՈՒՅՆ ՓՈՐՁԸ.
Բովանդակություն ՆԵՐԱԾՈՒԹՅՈՒՆ... 4 1 ԱՇԽԱՏԱՆՔԻ ԿԱԶՄԱԿԵՐՊՈՒՄԸ ԱՇԽԱՏԱՏԵՂՈՒՄ... 5 1.1. ընդհանուր բնութագրերըաշխատավայր և աշխատանքային պայմաններ...5 1.2 Կարճ նկարագրությունարտադրության օբյեկտ և տեխնոլոգիական բնութագրեր
SPRUT-TP համակարգը նախատեսված է տեխնիկական նախագծման գործընթացի տեղեկատվական աջակցության և տեխնոլոգիական գործընթացների զարգացման ավտոմատացման համար, ներառյալ ձևավորումը: տեխնիկական փաստաթղթերից
ՌՈՒՍԱՍՏԱՆԻ ԴԱՇՆՈՒԹՅԱՆ ԿՐԹՈՒԹՅԱՆ ԵՎ ԳԻՏՈՒԹՅԱՆ ՆԱԽԱՐԱՐՈՒԹՅՈՒՆ Բարձրագույն մասնագիտական կրթության դաշնային պետական բյուջետային ուսումնական հաստատություն «ԱԶԳԱՅԻՆ ՀԵՏԱԶՈՏՈՒԹՅՈՒՆ ՏՈՄՍԿԻ ՊՈԼԻՏԵԽՆԻԿ.
ԸՆԴՈՒՆԵԼՈՒ ԹԵՍՏՈՒԹՅԱՆ ԾՐԱԳԻՐ «ՄԵՔԱՆԻՇԱԿԱՆ ՏԵԽՆՈԼՈԳԻԱ» առարկայի համար Ներածություն Նպատակները, խնդիրները, առարկան, դերը և հարաբերությունները այլ առարկաների հետ: Կարգապահության կարևորությունը վերապատրաստման համակարգում
«Սոցիալական շուկայական տնտեսություն» հասկացությունը պարունակում է հետևյալ դրույթները. կառավարության կարգավորումըբիզնեսի բոլոր ոլորտներում; 2) յուրաքանչյուր աշխատողի պատասխանատվությունը կատարողականի արդյունքների համար
ՌԴ ՊԵՏԱԿԱՆ ԲՈՒՀԻ ԿՐԹՈՒԹՅԱՆ ԵՎ ԳԻՏՈՒԹՅԱՆ ՆԱԽԱՐԱՐՈՒԹՅՈՒՆ «Ակադեմիկոս Ս.Պ.-ի անվ. ԹԱԳՈՒՀԻ
Կրթության և գիտության նախարարություն Ռուսաստանի ԴաշնությունՍարատովի պետական տեխնիկական համալսարան CAD T-FLEX CAD 10 ԿԱՌՈՒՑՈՒՄ ԵՎ ԽՄԲԱԳՐՈՒՄ 2D DAWING RAIL Գործնական ուղեցույցներ
ՌՈՒՍԱՍՏԱՆԻ ՖԵԴԵՐԱՑԻԱՅԻ ԿՐԹՈՒԹՅԱՆ ԵՎ ԳԻՏՈՒԹՅԱՆ ՆԱԽԱՐԱՐՈՒԹՅՈՒՆ ՍԱՆԿՏ ՊԵՏԵՐԲՈՒՐԳԻ ՏԵՂԵԿԱՏՎԱԿԱՆ ՏԵԽՆՈԼՈԳԻԱՅԻ, ՄԵԽԱՆԻԿԱՅԻ ԵՎ ՕՊՏԻԿԱՅԻ ԻՆՍՏԻՏՈՒՏ Սառնարան. Մինչենկո
Թեմա 5. Վերմակների ԲԱԶՄԳՈՐԾԻՔԱՅԻՆ ՄՇԱԿՈՒՄԸ Նպատակն է ուսումնասիրել պտուտահաստոց խառատահաստոցի վրա բազմագործիքների մշակման տեխնոլոգիական հնարավորությունները, մեքենայի հիմնական բաղադրիչները և դրանց նպատակը; ձեռքբերում
ՌՈՒՍԱՍՏԱՆԻ ԴԱՇՆՈՒԹՅԱՆ ԿՐԹՈՒԹՅԱՆ ԵՎ ԳԻՏՈՒԹՅԱՆ ՆԱԽԱՐԱՐՈՒԹՅՈՒՆ Բարձրագույն մասնագիտական կրթության դաշնային բյուջետային պետական ուսումնական հաստատություն «ՈՒԼՅԱՆՈՎՍԿԻ ՊԵՏԱԿԱՆ ՃԱՐՏԱՐԱԳԻՏԱԿԱՆ ՀԱՄԱԼՍԱՐԱՆ».
Կրթության դաշնային գործակալություն Բարձրագույն մասնագիտական \u200b\u200bկրթության պետական ուսումնական հաստատություն Իվանովոյի պետական \u200b\u200bքիմիատեխնոլոգիական համալսարան PRAKIKUM կարգապահության մեջ
[ E[M]CONOMY ] նշանակում է՝ խնայեք ժամանակ, գումար և տարածություն: MAXXMILL 500 Ուղղահայաց ֆրեզերային մշակման կենտրոն 5 առանցքով հաստոցների համար MAXXMILL 500 MAXXMILL 500-ը ՈՒՂՂԱԶԳԱՅԻՆ ֆրեզերային հաստոցների կենտրոն է:
Տարբերակ 1 «Ձեռնարկությունում աշխատանքի վարկանիշ և վարձատրություն» Ներածություն 1. Տեսական մաս 1. Աշխատանքի չափանիշներ, դրանց ստեղծման մեթոդներ, ուսումնասիրություն, վերլուծություն 1.1. Աշխատանքի ռացիոնալացում և դրա տեսակները 1.2. Աշխատանքային ժամունիվերսալ
ՍՏԱՆԴԱՐՏՆԵՐԻ ՄՇԱԿՄԱՆ ՄԵԹՈԴՈԼՈԳԻԱ Թեստավորման նպատակը՝ ուսանողներին սովորեցնել կրակային վարժության վարժանքների ստանդարտացման մեթոդաբանությունը: Նպատակին հասնելու համար աշակերտը պետք է ավարտի և
ՊԵՏԱԿԱՆ ՈՒՍՈՒՄՆԱԿԱՆ ԲԱՐՁՐ ՄԱՍՆԱԳԻՏԱԿԱՆ ՈՒՍՈՒՄՆԱԿԱՆ ՀԱՍՏԱՏՈՒԹՅՈՒՆ «Ակադեմիկոս Ս.Պ.
ԲԵԼԱՌՈՒՍԻ ՀԱՆՐԱՊԵՏՈՒԹՅԱՆ ԳՅՈՒՂԱՏՆՏԵՍՈՒԹՅԱՆ ԵՎ ՍՆՆԴԻ ՆԱԽԱՐԱՐՈՒԹՅՈՒՆ ԿՐԹՈՒԹՅԱՆ, ԳԻՏՈՒԹՅԱՆ ԵՎ ԿԱԴՐԵՐԻ ԿԱԴՐԵՐԻ ԳԼԽԱՎՈՐ ԲԱԺԻՆ «ԲԵԼԱՌՈՒՍԻ ՊԵՏԱԿԱՆ ԳՅՈՒՂԱՏՆՏԵՍԱԿԱՆ ԱԿԱԴԵՄԻԱ» վարչություն.
B A K A L A V R I A T V.P. Պաշուտո Կազմակերպում, ստանդարտացում և աշխատանքի վարձատրություն ձեռնարկությունում ուսումնական և գործնական ձեռնարկ KnoruS Moscow 2017 UDC 331 (075.8) BBK 65.24ya73 P22 Գրախոսներ՝ V.I. Դեմիդով, պետ
1. Պտուտակահատ խառատահաստոց 16K20. spindle ռոտացիա. Մեքենայի բլոկային դիագրամը գծեք կապարի պտուտակով: 2. Կից գծագրի օգնությամբ կատարեք դիզայնի վերլուծություն: 3. Որո՞նք են ձևավորման մեթոդները:
UDC 62191302: 6219025 ՌԱՑԻՈՆԱԿԱՆ ԿՏՐՄԱՆ ՄՈԴԵՐԻ ՈՐՈՇՈՒՄԸ, ԵՐԵԲ ԳՈՏԻ ՖՐԱԶՄՈՒՄ ՉՀԵՏԱԶՈՏՎԱԾ ՀՈՐՈԲ կտրիչներով Վ.Ա. Խոմենկո, Պ.Օ. Չերդանցև, Բ.Ս.
Ռուսաստանի պետական գրադարանի Աշխատանքի չափանիշները գրադարանում Մեթոդական առաջարկություններ Moscow “Pashkov House” 2013 “-7T 1osUDarstpb”ntgg77~u;.1,;ac~ գիտական գրադարան«»» Կրասնոյարսկի երկրամաս M^1US[_
2-ՊԱԼԵՏ ՀՈՐԻԶՈՆՏԱԼ ՄԵՔԵՆԱՇԻՆԱԿԱՆ ԿԵՆՏՐՈՆ H3 ՏԵԽՆԻԿԱԿԱՆ ԲՆՈՒԹԱԳԻՐՆԵՐ ՏԵԽՆԻԿԱԿԱՆ ԲՆՈՒԹԱԳԻՐՆԵՐԸ ԼՐԱՑՎԱԾ ԲՈՎԱՆԴԱԿՈՒԹՅՈՒՆ Շարժվում է X առանցքի երկայնքով, մմ 460 Շարժվում է Y առանցքի երկայնքով, մմ 350 Շարժվում է Z առանցքի երկայնքով, մմ
Ռուսաստանի Դաշնության կրթության և գիտության նախարարության Բարձրագույն մասնագիտական \u200b\u200bկրթության դաշնային պետական բյուջետային ուսումնական հաստատություն ՈՒՐԱԼԻ ՊԵՏԱԿԱՆ ԱՆՏԱՌԱՅԻՆ ՀԱՄԱԼՍԱՐԱՆ Հաստոցների և գործիքների բաժին I.T. Գլեբով ԱՐԴՅՈՒՆԱԲԵՐՈՒԹՅԱՆ ՍԱՐՔԱՎՈՐՈՒՄՆԵՐ Աշխատանքի ճշգրտության ստուգում հաստության հարթիչՄեթոդական
ՍՎԵՐԴԼՈՎՍԿԻ ՇՐՋԱՆԻ ԸՆԴՀԱՆՈՒՐ ԵՎ ՄԱՍՆԱԳԻՏԱԿԱՆ ԿՐԹՈՒԹՅԱՆ ՆԱԽԱՐԱՐՈՒԹՅՈՒՆ «ԵԿԱՏԵՐԻՆԲՈՒՐԳ» Սվերդլովսկի մարզի միջնակարգ մասնագիտական կրթության պետական բյուջետային ուսումնական հաստատություն.
2013 SCIENTIFIC BULLETIN MSTU GA 190 UDC 629.735.071 ANALYSIS OF Flight Crew WORKING TIME COSTS BY THE TIMELINE METHOD E.V. ՍՏԵՓԱՆԵՆԿՈ Հոդվածը ներկայացրել է տնտեսական գիտությունների դոկտոր, պրոֆեսոր Արտամոնովը
Հանձնարարություն դեպի թեստային աշխատանքԸստ տարբերակների անհրաժեշտ է լուծել հետևյալ խնդիրները՝ 1. Որոշել աշխատուժի ինտենսիվությունը ապրանքի մեկ միավորի վրա, եթե արտադրության ծավալը եղել է .. հատ. Ընդհանուր աշխատուժի ծախսերը. մարդ/ժամ
ԱՇԽԱՏԱՆՔԻ ՍՏԱՆԴԱՐՏ ԿԱԶՄԱԿԵՐՊՈՒԹՅԱՆ ՊՐԱԿՏԻԿ 13 UDC 349.22 ԱՇԽԱՏԱՆՔԻ ՍՏԱՆԴԱՐՏԻ ՀԱՄԱԿԱՐԳԻ ԱՈՒԴԻՏ ՁԵՌՆԱՐԿՈՒՄ Ա.Լ.Ժուկով, տնտեսագիտության դոկտոր: գիտություններ, աշխատանքի ակադեմիայի պրոֆեսոր և սոցիալական հարաբերություններ, էլ. [էլփոստը պաշտպանված է]
1. Կարգապահության նպատակներն ու խնդիրները 1.1. Կարգապահության նպատակը, նպատակները, նրա տեղը բակալավրի, մասնագետի պատրաստման մեջ (հաշվի առնելով Դաշնային պետական կրթական ստանդարտի պահանջները) Կարգապահության ուսումնասիրության նպատակն է սովորեցնել ուսանողներին ընդունել գիտականորեն հիմնավորված
Ա.Ա. Նոսենկո ԾՐԱԳՐԵՐԻ ՏԵԽՆԻԿԱԿԱՆ ԵՎ ՏՆՏԵՍԱԿԱՆ ՀԻՄՆԱՑՄԱՆ ՀԱՄԱՐ ՄԵԹՈԴԱԲԱՆԱԿԱՆ ՑՈՒՑՈՒՄՆԵՐ (Կատարված է Վ.Ա. Պալիցինի «Դիպլոմային նախագծերի տեխնիկատնտեսական հիմնավորման» մեթոդաբանության համաձայն,
ԲԱՑ ԲԱԺՆԵՏԻՐԱԿԱՆ ԸՆԿԵՐՈՒԹՅՈՒՆ «ՄԻԱՑՎԱԾ ԷՆԵՐԳԵՏԻԿ ՀԱՄԱԿԱՐԳԻ ՖԵԴԵՐԱԼ ՑԱՆՑ ԸՆԿԵՐՈՒԹՅՈՒՆ» ԿԱԶՄԱԿԵՐՊՈՒԹՅԱՆ ՍՏԱՆԴԱՐՏ FGC UES STO 56947007-29.240.128-2012 Մշակման և շահագործման ուղեցույցներ.
Համակարգչով կառավարվող մեքենաների օպերատոր (CMC) Ի՞նչ է անում «CMC օպերատորը»: Աշխատում է ժամանակակից համակարգչային կառավարվող մեքենաների վրա - Ստեղծում է մասի մշակման ծրագիր համակարգչի վրա - Մտնում է
Փոխանցման տուփի կինեմատիկա. Ուղեցույցներ. / Կոմպ. Կոնդրատևա Ն.Մ., Կոնդրատյուկ Ա.Ա. Տոմսկ: Տոմսկի ճարտարապետության և շինարարության համալսարանի հրատարակչություն, 2004 թ. - 21 էջ. Գրախոս պրոֆ. Վ.Դ. Ռուդնևի խմբագիր
ՌԴ ԿՐԹՈՒԹՅԱՆ ԵՎ ԳԻՏՈՒԹՅԱՆ ՆԱԽԱՐԱՐՈՒԹՅՈՒՆ Սանկտ Պետերբուրգի պետական էլեկտրատեխնիկական համալսարան «LETI» Բակալավրիատի վերջնական որակավորման աշխատանքների տնտեսական հիմնավորման ուղեցույցներ.
Պետական (քաղաքային) հիմնարկներում վարձատրության համակարգի աստիճանական բարելավման ծրագիր 2012-2018 թվականներին (Ռուսաստանի Դաշնության Կառավարության 2012 թվականի նոյեմբերի 26-ի հրաման 2190-r) Փուլ 1-ի բարելավում.
Օգտագործողի ձեռնարկ 1 1 5 2 1-տեղադրման գործընթացի լուսանկար; 2- տեքստ, որը բացատրում է լուսանկարի գործողությունը. 3 անգամ հատկացված է այս գործողությունը կատարելու համար. 4-ընդհանուր տեղադրման ժամանակը դրա մեկնարկից
ՌՈՒՍԱՍՏԱՆԻ ԺՈՂՈՎՈՒՐԴՆԵՐԻ ԲԱՐԵԿԱՄՈՒԹՅԱՆ ՀԱՄԱԼՍԱՐԱՆ ՃԱՐՏԱՐԱԳԻՏԱԿԱՆ ՖԱԿՈՒԼՏԵՏ Մեքենաշինական տեխնոլոգիաների, մետաղահատ հաստոցների և գործիքների ամբիոն Մեթոդական զարգացումներԴեպի գործնական պարապմունքներՏՆՏԵՍԱԳԻՏՈՒԹՅՈՒՆ մասնագիտության մեջ
Հինգ առանցքներով ուղղահայաց մշակման կենտրոններ FU-650 FU-800 Մենք ձեզ սպասարկում ենք 1990 թվականից ի վեր ՀԻՆԳ առանցքներով ուղղահայաց բարձր արագությամբ մշակումը օգնում է ձեզ ԱՌԱՋ ԼԻՆԵԼ FU-650-ը բարձր արագությամբ, բազմաֆունկցիոնալ է:
ԴԱՇՆԱԿԱՆ ՊԵՏԱԿԱՆ ՊԵՏԱԿԱՆ ԲՅՈՒՋԵ ՈՒՍՈՒՄՆԱԿԱՆ ՈՒՍՈՒՄՆԱԿԱՆ ՀԱՍՏԱՏՈՒԹՅՈՒՆ «ՈՒԴՄՈՒՐՏԻ ՊԵՏԱԿԱՆ ՀԱՄԱԼՍԱՐԱՆ» Քաղաքացիական պաշտպանության ինստիտուտ Ընդհանուր ճարտարագիտական առարկաների բաժին.
Ավելի բարձր հուսալիություն խորը կտրման միջոցով Խորը կտրման առաջնահերթ պահանջները բացահայտվել են արդյունաբերական լայնածավալ ինտեգրմամբ նոր հայեցակարգի մշակման սկզբում. գործընթացի հուսալիություն:
ՈՒՍՈՒՄՆԱԿԱՆ ԿԱՐԳԱՎԻՃԱԿՆԵՐԻ ԱՇԽԱՏԱՆՔԱՅԻՆ ԾՐԱԳՐԵՐԻ ԱՆՈՏԱՑԻԱՆԵՐ Վերապատրաստման դասընթացների, առարկաների, առարկաների (մոդուլների), պրակտիկայի ամփոփագիր «Ներածություն ուղղությանը» կարգապահության համառոտագիր Կարգապահության ընդհանուր աշխատանքային ինտենսիվությունը 2 կրեդիտ է.
8.1.Լոգիստիկ ընկերության հաճախորդների սպասարկման մենեջերների աշխատանքային ժամանակի օպտիմիզացում 8.1 Ժամանակ առ ժամանակ նյութատեխնիկական և տրանսպորտային ոլորտի ձեռնարկությունները բախվում են ժամկետների ավելացման խնդրին.
ՌՈՒՍԱՍՏԱՆԻ ՊԵՏԱԿԱՆ ԲՈՒՀԻ ԿՐԹՈՒԹՅԱՆ ԵՎ ԳԻՏՈՒԹՅԱՆ ՆԱԽԱՐԱՐՈՒԹՅՈՒՆ «ՏՅՈՒՄԵՆԻ ՆԱՎԹԻ ԳԱԶԻ ՊԵՏԱԿԱՆ ՀԱՄԱԼՍԱՐԱՆ» ԱՐԴՅՈՒՆԱԲԵՐԱԿԱՆ ՏԵԽՆՈԼՈԳԻԱՆԵՐԻ ԻՆՍՏԻՏՈՒՏ.
ՌՈՒՍԱՍՏԱՆԻ ԴԱՇՆՈՒԹՅԱՆ ԿՐԹՈՒԹՅԱՆ ԵՎ ԳԻՏՈՒԹՅԱՆ ՆԱԽԱՐԱՐՈՒԹՅՈՒՆ ԴԱՇՆԱԿԱՆ ՊԵՏԱԿԱՆ ԻՆՔՆԱՎՈՐ ՈՒՍՈՒՄՆԱԿԱՆ ՀԱՍՏԱՏՈՒԹՅՈՒՆ ԲԱՐՁՐ ՄԱՍՆԱԳԻՏԱԿԱՆ ԿՐԹՈՒԹՅԱՆ Սարովի անվան ֆիզիկատեխնիկական ինստիտուտի մասնաճյուղ
Ռուսաստանի Դաշնության Կրթության և գիտության նախարարության Սիկտիվկարի անտառային ինստիտուտի (մասնաճյուղ) Բարձրագույն մասնագիտական կրթության դաշնային պետական բյուջետային ուսումնական հաստատության «Սանկտ Պետերբուրգ.
ՌՈՒՍԱՍՏԱՆԻ ԴԱՇՆՈՒԹՅԱՆ ԳԻՏՈՒԹՅԱՆ ԵՎ ԿՐԹՈՒԹՅԱՆ ՆԱԽԱՐԱՐՈՒԹՅՈՒՆ Կոստրոմայի պետական տեխնոլոգիական համալսարանի կառավարման, էկոնոմիկայի և ֆինանսների բաժին Տնտեսագիտության և կառավարման բաժին Վ.Պ.
ԲԱՐՁՐ արագությամբ ԲԱԶՄ ՆՇԱՆԱԿԱՆ ԿՐԿՆԱԿԻ ՍՅՈՒՆՆԵՐ ՀԶՈՐ ԿՏՈՒՄ Կիրառելի է բարձր ամրության նյութերի համար: Բարձր պտտվող մոմենտով (առավելագույն ոլորող մոմենտը կարող է հասնել 900-ի
ՌՈՒՍԱՍՏԱՆԻ ԴԱՇՆՈՒԹՅԱՆ ԿՐԹՈՒԹՅԱՆ ԵՎ ԳԻՏՈՒԹՅԱՆ ՆԱԽԱՐԱՐՈՒԹՅՈՒՆ ԿՈՒՐԳԱՆԻ ՊԵՏԱԿԱՆ ՀԱՄԱԼՍԱՐԱՆ կրթության դաշնային գործակալություն Մեքենաշինության տեխնոլոգիայի ԱՎՏՈՄԱՏԱՑՎԱԾ ԱՐՏԱԴՐՈՒԹՅԱՆ ՏԵԽՆՈԼՈԳԻԱ
Ռուսաստանի Դաշնության կրթության և գիտության նախարարություն Դաշնային պետական ինքնավար ուսումնական հաստատություն բարձրագույն կրթություն«ԱԶԳԱՅԻՆ ՀԵՏԱԶՈՏԱԿԱՆ ՏՈՄՍԿԻ ՊՈԼԻՏԵԽՆԻԿԱԿԱՆ ՀԱՄԱԼՍԱՐԱՆ»
Ի.Ա. ՅԱՆԿԻՆԱ ՓՈՂ, ՎԱՐԿ, ԲԱՆԿԵՐ. ՊՐԱԿՏԻԿՈՒՄ Կրթական հաստատության կողմից առաջարկվում է ֆինանսների, հաշվապահական հաշվառման և գլոբալ տնտեսության բնագավառում որպես դասագիրք «Ֆինանսներ և վարկ» մասնագիտությամբ սովորող ուսանողների համար:
UDC 621.753.1 S. N. Borisov, A. S. Evseeva, A. P. Tremasov CANCULATION AND ANALYSIS OF THE REZERVE FOR INSTALLATION CURACY OF ROTATION OF METAL-CUTLEES OF SPINDLES OF SPINDLES OF SPINDLES OF METAL-CURTING MACHINE CANCULATION AND ANALYSIS OF THE REZERVE FOR INSTALLATION ACCURTATION OF ROTATION OF METAL-CUTING ՄԵՏԱՂՆԵՐԻ ՄԵՏԱՂ ՀԱՏՈՒԹՅԱՆ ՄԵԹՈԴԻ ՀԱՇՎԱՐԿ ԵՎ ՎԵՐԼՈՒԾՈՒԹՅՈՒՆ:
Մոխրագույն չուգունից պատրաստված անցքերի համեմատական ուսումնասիրություն թրթռումային հորատման ժամանակ (մաս 2) # 11, նոյեմբեր 2014 թ., Jafarova Sh I. UDC: 621.952.2 Ռուսաստան, MSTU im. Ն.Է.
ԿԱՌՈՒՑՎԱԾՔԱՅԻՆ ՆՅՈՒԹԵՐԻ ՏԵԽՆՈԼՈԳԻԱ Ուղեցույցներ և թեստային առաջադրանքներ «Կառուցվածքային նյութերի տեխնոլոգիա», «Նյութագիտություն. Կառուցվածքային նյութերի տեխնոլոգիա» ուսանողների համար
Կրթության դաշնային գործակալություն Տոմսկի պետական \u200b\u200bճարտարապետության և շինարարական համալսարանի արտադրության տեխնոլոգիայի և ավտոմեքենաների վերանորոգման հիմունքները: ինքնուրույն ուսումնասիրություն
Տեխնոլոգիական փաստաթղթերի պատրաստում 1. Տեսակներ և ամբողջականություն տեխնոլոգիական փաստաթղթեր 1.1. ՏՊ նկարագրության տեսակները Մշակվածի բովանդակությունը տեխնոլոգիական գործընթացարձանագրված է տարբեր աստիճանի մանրամասնություններով
UDC 621.9.048 UDC 621.9-1/-9 Pluton Yu. V. Polyakov, V. I. Larin JSC Pluton-ի մեքենայական արտադրության մեջ արտադրական մասերի և հավաքույթների աշխատանքի ինտենսիվության նվազեցման հիմնական ուղղությունները
PI 46 r Ապրանքի մասին տեղեկատվություն Շարժիչի պտտվող սարքով Տիպի սերիա 0.5.052.0.. 2008-03-13 Բովանդակություն Տարբերիչ հատկանիշներ...4 Տեխնիկական տվյալներ... 10 Մեքենաների օրինակներ... 12 Դիզայնի օրինակներ...
CNC ՄԵՔԵՆԱՆԵՐԻ ԿԱՌԱՎԱՐՄԱՆ ԾՐԱԳՐԵՐԻ ՄՇԱԿՈՒՄԸ CAD T FLEX CNC Հրատարակչություն TSTU Ուսումնական հրատարակություն CAD T FLEX CNC ՄԵՔԵՆԱՆԵՐԻ ՀԵՌԱՎԱՐՄԱՆ ԾՐԱԳՐԵՐԻ ՄՇԱԿՈՒՄ Մեթոդական հրահանգներ Կազմ.
ՄՈՍԿՎԱՅԻ ԱՎՏՈՄԵՆԱՅԻՆ ԵՎ ՃԱՆԱՊԱՐՀԱՅԻՆ ՊԵՏԱԿԱՆ ՏԵԽՆԻԿԱԿԱՆ ՀԱՄԱԼՍԱՐԱՆ (ՄԱԴԻ) Ա.Ֆ. ՍԻՆԵԼՆԻԿՈՎ, Ա.ՅՈՒ. ԿՈՆՈՊԼԻՆԻ ՄԵԹՈԴՈԼՈԳԻԱԿԱՆ ՑՈՒՑՈՒՅՑՆԵՐ մեխանիկական բալոնների բլոկների և ներդիրների վերանորոգման լաբորատոր աշխատանքի համար
Ռուսաստանի Դաշնության կրթության և գիտության նախարարություն Դաշնային պետական կրթական պետական ֆինանսավորմամբ կազմակերպությունբարձրագույն մասնագիտական կրթություն «Վոլգոգրադի պետական տեխնիկական համալսարան» ֆակուլտետ
Տեխնիկապես կայուն ժամանակի ստանդարտ–կանոնակարգված ժամանակ՝ որոշակի կազմակերպչական և տեխնիկական պայմաններում համապատասխան որակավորում ունեցող մեկ կամ մի քանի կատարողների կողմից աշխատանքի միավորը կատարելու համար.. Տեխնիկական ստանդարտացման ընթացքում սահմանվում են հետևյալ կատեգորիաները.
Արտադրության մակարդակը– աշխատանքի կարգավորվող ծավալը, այսինքն՝ որոշակի կազմակերպչական և տեխնիկական պայմաններով աշխատողի կամ համապատասխան որակավորում ունեցող աշխատողների խմբի կողմից արտադրված ապրանքների քանակը ժամանակի միավորի համար:
Ծառայության ստանդարտ– սարքավորումների քանակությունը, որը աշխատողը կամ աշխատողների խումբը պետք է սպասարկի որոշակի ժամանակում՝ որոշակի կազմակերպչական և տեխնիկական պայմանների ներքո:
Մարդկանց թիվը- որոշակի մասնագիտական կազմի աշխատողների թիվը, որոնք անհրաժեշտ են որոշակի կազմակերպչական և տեխնիկական պայմաններում որոշակի քանակությամբ աշխատանք կամ արտադրական հատուկ գործառույթներ կատարելու համար.
Վերահսկելիության մակարդակը- մեկ ղեկավարին ենթակա աշխատողների թիվը.
Ստանդարտացված առաջադրանք– աշխատանքի ծավալը, որը պետք է կատարվի մեկ հերթափոխի, ամսական և այլնի կողմից աշխատողների որոշակի խմբի կողմից՝ ելնելով արտադրական կարիքներից և արտադրական ծրագրից:
Ընդլայնված կտոր-հաշվարկային նորմ ժամանակի Տ շ.կ. ներառում է պարտադիր ժամանակի ծախսերը տեխնոլոգիական գործողություն իրականացնելիս.
Տ շ.ք. = Տ պ.զ. + T հիմնական + T aux. + T obs. + T մեկ., (2.12)
որտեղ Տ պ.զ. – գծագրին ծանոթանալու համար պահանջվող նախապատրաստական և վերջնական ժամանակը անհրաժեշտ գործիքըև սարքավորումներ՝ վիրահատությունն իրականացնելու և շարքի ավարտից հետո դրանք հանձնելու համար.
T հիմնական - տեխնոլոգիական գործողություն կատարելու հիմնական (մեքենայի) ժամանակը.
T aux. - հիմնական տեխնոլոգիական շահագործման ապահովման հետ կապված գործողությունների օժանդակ ժամանակ, ներառյալ արտադրանքի տեղադրումը և հեռացումը, սարքավորումների մեկնարկը և դադարեցումը, մաքրումը, հսկիչ չափումները.
Տ ոբս. - տեխնոլոգիական շահագործման և տեղադրման սպասարկման ժամանակը, ներառում է ինչպես տեխնիկական, այնպես էլ կազմակերպչական ծառայություններ, ներառյալ կիսաֆաբրիկատների տրամադրումը և անհրաժեշտ. օժանդակ նյութեր;
T per. - կանոնակարգված ընդմիջումներ, որոնք կապված են ինչպես տեխնոլոգիական աշխատանքի (գործառնական ժամանակի 2%), այնպես էլ աշխատողի հանգստի հետ (5 րոպե յուրաքանչյուր 2 ժամը շարունակական շահագործումգումարած 30 րոպե. ճաշի ընդմիջման համար):
Հաշվարկելու համար անհրաժեշտ են տեխնիկապես հիմնավորված ժամանակի ստանդարտներ. տեխնոլոգիական և արտադրական ցիկլի տևողությունը. ձեռնարկության ստորաբաժանումների արտադրական հզորությունը. ներբեռնումներ և թողունակությունտեխնոլոգիական սարքավորումներ; կայքի աշխատողների համար աշխատավարձի ֆոնդի հաշվարկ և պլանավորում. կայքի աշխատողների թվի հաշվարկ և պլանավորում.
Տեխնիկապես հիմնավորված ժամանակային ստանդարտը որոշելու համար անհրաժեշտ է որոշել գործառնական ժամանակը T op. , ուղղակիորեն ծախսվել է տեխնոլոգիական գործողությունը կատարելու վրա՝ ելնելով այն պայմանից, որ T op. = T հիմնական + T aux. . Այնուհետև անհրաժեշտ է որոշել T sh.k-ում ներառված մնացած ժամանակային ծախսերի համընկնման աստիճանը. գործառնական - տեխնոլոգիական գործողության կատարման անմիջական ժամանակը: Աշխատանքային ժամերի դասակարգումը ներկայացված է Նկար 2.5-ում և 2.6-ում:
Վերլուծական մեթոդհիմնված է աշխատավայրի արտադրական հնարավորությունների նախնական վերլուծության և որպես ամբողջություն գործողության յուրաքանչյուր տարրի համար անհրաժեշտ ծախսերի որոշման վրա: Հաշվարկային բանաձև՝ ժամանակի կտորների արագությունը որոշելու համար t հատ. Վերլուծական հաշվարկված ստանդարտացման մեթոդը ունի հետևյալ ձևը.
t pcs.k = (t հիմնական + t երկրորդական) × (1 + α + β + γ + δ), (2.13)
որտեղ α-ն գործակից է, որը հաշվի է առնում տեղադրման տեխնիկական և կարգավորող սպասարկման ժամանակը, T OBSL: ՏԵԽՆ. ;
β – գործակից՝ հաշվի առնելով տեղադրման կազմակերպչական և կարգավորող սպասարկման վրա ծախսված ժամանակը, T OBSL: ՕՐԳ. ;
γ, δ – գործակիցներ՝ հաշվի առնելով աշխատողի հանգստի ժամանակը և հերթափոխի ընթացքում կարգավորվող ընդմիջումների ժամանակը:
Նկար 2.5 – Աշխատանքային ժամանակի դասակարգում
Վերլուծական մեթոդով նորմալացումն իրականացվում է հետևյալ հաջորդականությամբ.
1) գործողությունը բաժանված է բաղկացուցիչ տարրեր;
2) որոշվում են յուրաքանչյուր տարրի տեւողության վրա ազդող գործոններ.
3) նախագծված է գործողության ռացիոնալ կազմը և տեխնոլոգիական գործընթացի և բուն գործողության կատարման հաջորդականությունը.
4) հաշվարկվում է յուրաքանչյուր նախագծված տարրի վրա ծախսված ժամանակը և որոշվում է ընդհանուր շահագործման ժամանակի ստանդարտը:
Աշխատանքի ստանդարտացման մեջ օգտագործվում են վերլուծական և ամփոփիչ մեթոդներ:
Վերլուծական հաշվարկի մեթոդով ստանդարտներ սահմանելիս արդյունքում ստացվում է նախնական տեղեկատվության հիմնական մասը. աշխատանքային գործընթացի հետազոտություն օգտագործելով ժամանակացույցը. Ժամանակը գործառնական ժամանակի տարրերի կրկնման վրա ծախսված ժամանակի ուսումնասիրությունն է:
Նկար 2.6 – Գործառնական ժամանակի տարրերի դասակարգում, որոնք ներառված են գործողության ստանդարտ ժամանակում:
Ստանդարտացման ժամանակ լրացվում է «աշխատանքային գործընթացի վերլուծության քարտեզ», որում օպերատորի բոլոր շարժումները հաջորդաբար մուտքագրվում են սովորական նշաններով: Երբեմն դիտարկումները լրացվում են նկարահանումներով։ Վերլուծելիս հատկապես օգտակար է ֆիքսացիան ձեռքի հետագծերգործողություն, որն անհրաժեշտ է անհարկի, անհարմար (անարդյունավետ) շարժումները բացահայտելու համար. Նորմալացված գործողությունը բաժանված է տեխնիկայի, որով ամրագրման կետեր են սահմանվում: Այնուհետև չափվում է վիրահատության այս տարրերի վրա ծախսված ժամանակը և լրացվում է ուսումնասիրության համար հատուկ պատրաստված աղյուսակը։ Ստացված տվյալների հիման վրա միկրոտարրերի ստանդարտներ Ժամանակի չափանիշը նախ սահմանվում է յուրաքանչյուր շարժման համար, այնուհետև ամբողջ գործողության համար որպես ամբողջություն: Ժամանակային նորմայի բնորոշ կառուցվածքը և դրա բաղադրիչների ստացման մեթոդները տրված են Աղյուսակ 2.3-ում:
Աղյուսակ 2.3 – Ժամանակի չափորոշիչների հաշվարկման բնորոշ կառուցվածք և մեթոդներ
Աշխատանքային ժամանակի լուսանկարչությունը (WPH) աշխատաժամանակի ուսումնասիրման և ստանդարտացման մեթոդ է ըստ բաղադրիչները, որը կազմում է ժամանակի նորմը։ PDF-ն օգտագործվում է t sh.k, t vsp, t obsl ստանդարտ բաղադրիչները որոշելու համար:
Օրինակ, բլանկների և հատակների տաք դրոշմավորման ստանդարտացում.
t pcs = (1/N հարված + t օժանդակ նյութ) × K 1,
որտեղ N հարվածը ձողի կրկնակի հարվածների թիվն է.
t aux.product – արտադրանքի տեղադրման և հեռացման օժանդակ ժամանակ և չափումներ, t aux.product = 8 րոպե/արտադրություն;
K 1 – գործակից՝ հաշվի առնելով պահպանման և կարգավորվող ընդմիջումների ընդհանուր ժամանակը,
K 1 = α + β + γ + δ = 1.13.
Ջերմային մշակման ժամանակը սահմանվում է ըստ ջերմային ցիկլի՝ հաշվի առնելով T°C ջերմաստիճանը և Vheat-ի տաքացման արագությունը՝ պահպանելով ժ. սահմանել ջերմաստիճանը t ext, հովացման արագությունը V սառը: deg/min:
տ հատ. T.O = [T o C ջերմություն / V ջերմություն + t ext + (T o C ջերմություն – T o C սառը) / V սառը + t aux] × K1.
Հաշվարկը կարելի է ստուգել՝ օգտագործելով էմպիրիկ բանաձևը՝ մեծ աշխատանքային մասերի տաքացման ժամանակը նորմալացնելու համար մի քանի կտոր n տարրերի միաժամանակյա տաքացման պայմանով.
T pcs.load = 0,08 × / n տարր, [min]:
որտեղ D-ը աշխատանքային մասի քառակուսի տրամագիծն է կամ կողմը, մմ:
Օրինակ, անհրաժեշտ է որոշել քառակուսի աշխատանքային մասի տաքացման ժամանակը D = 250 մմ կողմով, եթե 10 աշխատանքային կտոր միաժամանակ բեռնված է վառարան.
T pcs.load = 0,08 × 250× / 10 = 12,2 [min]:
տ հատ. T.O = ×1.13/6 = 12.24 ր.
Էջ
7
Գործողության աշխատանքային տարրերի բաժանման աստիճանը կախված է վերլուծության նպատակից և հետազոտության արդյունքների պահանջվող ճշգրտությունից: Հետևաբար, արտադրության տեսակը էապես ազդում է գործառնության բաժանման աստիճանի վրա՝ դրա իրականացման համար աշխատանքային ծախսերը ռացիոնալավորելիս:
Ժամանակի չափորոշիչները որոշելու համար կան հետևյալ մեթոդները.
1. Փորձարարական-վիճակագրական – բնութագրվում է նրանով, որ գործողության կամ աշխատանքի ժամանակային չափորոշիչները որոշվում են որպես ամբողջություն՝ առանց տարր առ տարր վերլուծության և ձևավորման. օպտիմալ պայմաններ, աշխատանքի եղանակներն ու մեթոդները։ Ստանդարտացման այս մեթոդը չի ապահովում ստանդարտների գիտականորեն հիմնավորված և առաջադեմ բնույթը, թույլ չի տալիս բացահայտել առկա արտադրական պաշարները և չի նպաստում աշխատողների արտադրողականության բարձրացմանը: Փորձարարական-վիճակագրական մեթոդը հիմնված է երկու մեթոդի վրա՝ փորձարարական և վիճակագրական։ Փորձարարական մեթոդը հիմնված է վարպետի և գնահատողի փորձի վրա, իսկ վիճակագրական մեթոդը, որպես կանոն, հիմնված է հաշվետվության և վիճակագրական տվյալների վրա՝ իրականացրած նմանատիպ աշխատանքի վրա ծախսված փաստացի ժամանակի վերաբերյալ:
2. Վերլուծական մեթոդ. Այս մեթոդով գործողության ժամկետը սահմանվում է հետևյալ հաջորդականությամբ. գործողությունը բաժանվում է իր բաղկացուցիչ տարրերի. Յուրաքանչյուր տարրի համար որոշվում են դրանց կատարման ժամանակի վրա ազդող գործոնները. մշակել գործողության ռացիոնալ կազմը, աշխատանքային և տեխնոլոգիական տարրերի հաջորդականությունը և անհրաժեշտ պայմաններըդրանց իրականացումը; որոշել առանձին տարրերի տեւողությունը եւ գործողությունը որպես ամբողջություն.
Վերլուծական մեթոդն ունի երկու տեսակ՝ վերլուծական-հետազոտական և վերլուծական-հաշվարկ, որոնց միջև տարբերությունը կայանում է ծախսած ժամանակի որոշման մեթոդի մեջ: Վերլուծական-հետազոտական մեթոդով վիրահատության վրա ծախսված ժամանակը որոշվում է անմիջապես աշխատավայրում դիտարկմամբ անցկացրած ժամանակի չափման հիման վրա (ժամանակագրական դիտարկումներ, աշխատաժամանակի լուսանկարում, ինքնալուսանկարում և այլն): Վերլուծական-հաշվարկային մեթոդով ժամանակի ծախսերը հաշվարկվում են սարքավորումների շահագործման ռեժիմների և ժամանակի ստանդարտների, ինչպես նաև տևողության գործոններից ժամանակի կախվածության բանաձևերի համաձայն: Վերլուծական-հաշվարկային մեթոդը հնարավորություն է տալիս նվազեցնել ստանդարտների սահմանման աշխատանքային ինտենսիվությունը, քանի որ դիտարկումների կարիք չկա, բայց որոշակի աշխատավայրի համար ստանդարտների ճշգրտությունը նվազում է: Հաշվարկների ճշգրտությունը բարձրացնելու համար ստանդարտները ապահովում են ուղղիչ գործակիցներ:
3. Աղյուսակային կամ ագրեգացված մեթոդ, երբ աշխատանքի միավորի ժամանակը որոշվում է հատուկ աղյուսակների միջոցով:
Տեխնոլոգիական գործընթացի ստանդարտացում
Աշխատողների աշխատուժը ռացիոնալավորելիս կիրառվում են աշխատուժի արժեքի հետևյալ նորմերը՝ ժամանակային նորմ, արտադրական նորմ։
Ժամանակի չափանիշը որոշակի կազմակերպչական և տեխնիկական պայմաններում համապատասխան որակավորում ունեցող աշխատողի կամ աշխատողների խմբի (մասնավորապես, թիմի) աշխատանքի միավորը կատարելու համար սահմանված աշխատանքային ժամանակի չափն է:
Արտադրության դրույքաչափը աշխատանքի որոշակի քանակություն է (արտադրության միավորների քանակը), որը պետք է կատարի համապատասխան որակավորում ունեցող աշխատողը կամ աշխատողների խումբը (մասնավորապես, թիմը) աշխատաժամանակի մեկ միավորի համար որոշակի կազմակերպչական և տեխնիկական պայմաններով:
Ժամանակային նորմայի և արտադրության նորմայի միջև կա Հետադարձ կապ, այսինքն՝ ժամանակային նորմայի նվազմամբ արտադրական նորմը մեծանում է։ Այս քանակները նույն չափով չեն փոխվում. արտադրության տեմպերն ավելի մեծ չափով են ավելանում, քան ժամանակի տեմպերը նվազում են։
Հիմքի վրա սահմանվում է տեխնիկապես հիմնավորված ժամանակի չափանիշ համապարփակ հետազոտությունև աշխատանքային գործընթացի ռացիոնալացում։ Միևնույն ժամանակ, ապահովվում է տվյալ արտադրական պայմանների համար օպտիմալ տեխնոլոգիական գործընթաց, որը բնութագրվում է ռացիոնալ կառուցվածքով, առաջադեմ տեխնոլոգիայի կիրառմամբ, ծախսարդյունավետ և արդյունավետ տեխնոլոգիական սարքավորումների (սարքավորումներ, գործիքներ, սարքեր) օգտագործմամբ: և գիտականորեն հիմնված մշակման եղանակները:
Դասընթացի նախագծում մենք կկարգավորենք տեխնոլոգիական գործընթացի գործառնությունները՝ օգտագործելով վերլուծական և հաշվարկային մեթոդը, օգտագործելով ընդհանուր մեքենաշինական ստանդարտները օժանդակ ժամանակի, աշխատավայրի սպասարկման և մետաղահատ մեքենաների վրա կատարված աշխատանքի նախապատրաստական և վերջնական ժամանակի համար: միջին և խոշոր արտադրություն (1984):
Ստանդարտացման քարտերը և մասի մշակման տեխնոլոգիական գործընթացը տրված են հավելվածում:
Տեխնիկապես հիմնավորված ժամանակի NVR ստանդարտի կառուցվածքը ներառում է աշխատանքային ժամանակի միայն այն կատեգորիաները, որոնք անհրաժեշտ են արտադրական նորմալ պայմաններում տվյալ աշխատանք (շահագործում) կատարելու համար: Դրանք ներառում են՝ հիմնական ժամանակը, օժանդակ չհամընկնող հեռուստացույցը, կազմակերպչական ժամանակը Տեխնիկական սպասարկումաշխատավայրի tobsl, հանգստի և անձնական կարիքների համար ստանդարտացված ընդմիջումների ժամանակ tl, նախապատրաստական և վերջնական ժամանակ Tpz:
Տեխնիկական ժամանակի ստանդարտը ներառում է օժանդակ ժամանակի միայն մի մասը, որը չի համընկնում գործողության այլ տարրերի հետ: Օժանդակ ժամանակը, կախված գործողության կոնկրետ բովանդակությունից, ներառում է. մասի տեղադրման և հեռացման ժամանակը - Tust; տեխնոլոգիական անցման հետ կապված ժամանակը՝ Tper; հսկիչ չափումներ կատարելու ժամանակը, հաշվի առնելով չափման հաճախականության գործակիցը (անհրաժեշտության դեպքում) - Tcontrol.
Կառավարման ժամանակը համեմատվում է հիմնական (մեքենայի) ժամանակի հետ ավելի երկար տևողությամբ անցման համար: Եթե այն ավելի մեծ է, քան մեքենայի ժամանակը, ապա կառավարման ժամանակը ներառվում է օժանդակ չհամընկնող ժամանակի մեջ: Եթե կառավարման ժամանակը պակաս է հիմնական ժամանակից, ապա այն պատկանում է օժանդակ համընկնող ժամանակին:
Գործողության համար հիմնական և օժանդակ չհամընկնող ժամանակի գումարը կազմում է նախնական գործառնական ժամանակը.
![]() .
.
Նախապատրաստական և վերջնական ժամանակը որոշվում է ընդհանուր մեքենաշինական ստանդարտների հիման վրա՝ կախված սարքավորումների տեսակից, սարքավորումներից, տեղադրման բարդությունից, օգտագործվող գործիքների քանակից և այլն։ Այն ներառում է սարքավորումների տեղադրման ժամանակը, գործիքները ստանալու և հանձնելու ժամանակը:
Ամբողջական տեխնիկապես արդարացված ժամանակի սահմաններում առանձնանում է այսպես կոչված. կտոր ժամանակի նորմը Տշտ, որն արտահայտում է յուրաքանչյուր առանձին միավոր արտադրանքի արտադրության վրա ծախսված ժամանակը. Այն բաղկացած է հիմնական ժամանակից, օժանդակ ժամանակից, աշխատավայրի սպասարկման ժամանակից և հանգստի և անձնական կարիքների համար ընդմիջումներից:
Զանգվածային արտադրության պայմաններում նախ որոշվում է կտորի նախնական ժամանակը.
Այնուհետև որոշվում է մասերի խմբաքանակի հերթափոխով մշակման տևողությունը.
որտեղ է նախնական կտորի ժամանակը (առանց հաշվի առնելու KTVn օժանդակ ժամանակի գործակիցը), min;
Մասի արտադրության ժամանակի տեխնիկական ստանդարտը արտադրվող մասի արժեքը, արտադրական սարքավորումների քանակը հաշվարկելու հիմնական պարամետրերից մեկն է. աշխատավարձերաշխատողներ և արտադրության պլանավորում:
Տեխնիկական ժամանակի ստանդարտը որոշվում է տեխնիկական հնարավորությունների հիման վրա տեխնոլոգիական սարքավորումներ, կտրող գործիքներ, հաստոցներ և պատշաճ կազմակերպումաշխատավայր։
Ժամկետը տեխնոլոգիական գործընթացի կատարելությունը գնահատելու և մասի արտադրության առավել առաջադեմ տարբերակն ընտրելու հիմնական գործոններից մեկն է։
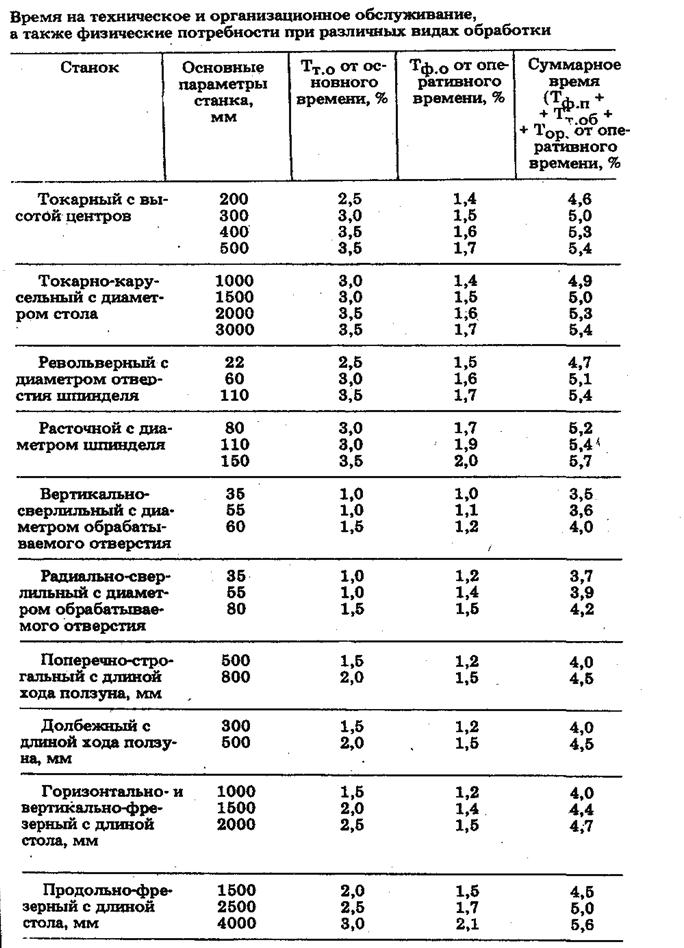
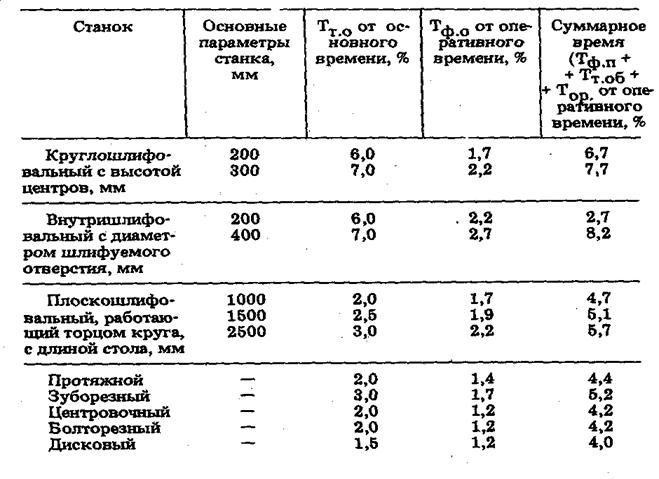
Լայնածավալ և զանգվածային արտադրության մեջ՝ գործողության ընդհանուր ստանդարտ ժամանակը (min): հաստոցներմի մասը որոշվում է բանաձևով
T w =T o +T in +T t.o +T o.p,
որտեղ T o - տեխնոլոգիական (հիմնական) ժամանակը, min; T in - օժանդակ ժամանակ, min; T t.o - աշխատավայրի սպասարկման ժամանակը, min; T o.p - ֆիզիկական կարիքների (հանգստի և բնական կարիքների) ժամանակ, min.
Մշակման ժամանակը մի քանի անցումներով
T o =L p .х i/(n c t s st),
որտեղ L р.х-ը կտրող գործիքի նախագծային հարվածի երկարությունն է, այսինքն. կտրող գործիքի անցած ուղին սնուցման ուղղությամբ, մմ, որոշվում է բանաձևով (30); i- կտրող գործիքի աշխատանքային հարվածների քանակը. n st - մեքենայի spindle պտտման արագությունը, ընդունված ըստ մեքենայի անձնագրի, rpm; s st - կերակրել ըստ մեքենայի անձնագրի տվյալների, մմ/շրջադարձ:
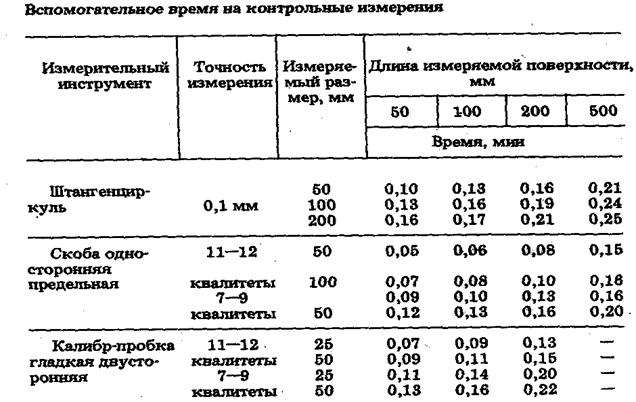
Աշխատանքային մասի մշակման համար օժանդակ ժամանակը կախված է մեքենայացման աստիճանից, աշխատանքային մասի քաշից և այս գործողության ընթացքում կատարված այլ տարրերից: Այն բաղկացած է T մասի բերանի տեղադրման և հեռացման ժամանակից; T-ի անցման հետ կապված ժամանակը (գործիքի տեղադրում հավաքատեղի երկայնքով, կանգառ, մակնշում; նախնական չափում, թեստային չիպերի ընդունում և այլն); ժամանակը, որը կապված է անցման տեխնիկայի հետ, որոնք ներառված չեն T per.k. (մեքենայի լիսեռի արագության փոփոխություն, սնուցման փոփոխություն, կտրող գլխի պտտում և այլն); հսկիչ չափումների ժամանակը T չափվում է, որը սահմանվում է ստանդարտ աղյուսակների և 47 աղյուսակի համաձայն՝ կախված չափման ճշգրտությունից, չափված մակերեսների չափից՝ հաշվի առնելով պարբերականության գործակիցը: Օժանդակ ժամանակի հաշվարկման բանաձևը հետևյալն է.
T in = (T y c t, + ST per + ST per.k + ST meas) TO tv,
Որտեղ TO t in - օժանդակ ժամանակի ուղղման գործակիցը կախված վերամշակված արտադրանքի խմբաքանակի չափից (Աղյուսակ 45):
Աշխատավայրի սպասարկման ժամանակը, որը ծախսվել է ձանձրալի կտրող գործիքների տեղադրման, հեռացման և փոխարինման, հղկող անիվների վերալիցքավորման, մեքենայի յուղման և կարգաբերման, շահագործման ընթացքում չիպերի հեռացման և այլնի վրա, որոշվում է հետևյալ կերպ.
T t.o = (T o + T c) (a p.o /100) ,
որտեղ մի p.o. - աշխատավայրի պահպանման ժամանակը որպես գործառնական ժամանակի տոկոս, որն ընտրվում է ըստ ստանդարտ աղյուսակների՝ կախված արտադրության տեսակից:
Հանգստի ժամանակը և ֆիզիկական կարիքները հավասար են
T o.p = (T o + T in,) (a t.o /100) ,
որտեղ a t.o-ն հանգստի և ֆիզիկական կարիքների ժամանակն է (%-ով) մինչև գործառնական ժամանակը, որն ընտրվում է ըստ կարգավորող աղյուսակների (46):
Սերիական և անհատական արտադրության մեջ որպես ժամանակի տեխնիկական չափորոշիչ ընդունվում է կտորի հաշվարկման ժամանակը, որի հաշվարկման բանաձևն ունի ձև.
T sh.k = T sh + (T pz / n d),
որտեղ T p.z-ը նախապատրաստական և վերջնական ժամանակն է, որը ծախսվել է մասերի տվյալ խմբաքանակի մշակման, անհրաժեշտ տեխնոլոգիական սարքավորումների, փաստաթղթերի ձեռքբերման, ինչպես նաև մշակված մասերի, փաստաթղթերի և սարքավորումների հանձնման համար մեքենայի պատրաստման և տեղադրման վրա. n d - խմբաքանակում մշակված մասերի քանակը:
Աղյուսակ 45
Ուղղիչ գործոնների միջին արժեքը
Օրինակ։ Որոշեք կտորի ստանդարտ ժամանակը կոպիտ հանդերձում տեղադրելու համար: Նախնական տվյալներ.
Մասը պարուրաձև գլանաձև անիվ է։ Մասի նյութը՝ պողպատ 45 ԳՕՍՏ 1050-74, s in =600 N/m. Մասի քաշը 6 կգ. Սարքավորումներ - հանդերձում կտրող մեքենա 5E32: Սարք - մանդրել: Սառեցում - յուղ: Ատամի մոդուլը m = 4 մմ: Փոխանցման ատամների քանակը z = 40. Փոխանցման եզրագծի լայնությունը B in = 40 մմ, b d = 30 °:
1. Տեղադրեք, ամրացրեք, ամրացրեք և հեռացրեք չորս աշխատանքային մասեր:
2. Ջրաղացի ատամներ m = 4 մմ, z = 40:
Լուծում.
1). Մենք ընտրում ենք մոդուլային սալահատակ արտաքին տրամագծով D d = 100 մմ, մոդուլով m = 4 մմ ԳՕՍՏ 9224-74-ի համաձայն: Կրկնակի թելերով սալահատակ, ճշգրտության դաս C: Կտրիչի պտույտի բարձրացման ուղղությունը և կտրվող անիվի ատամը նույնն են: Հատակի կտրող մասի նյութը պատրաստված է պողպատից R18 ԳՕՍՏ 19256-73։ Կտրիչի ամրությունը T st = 480 րոպե:
2). Մենք կտրում ենք փոխանցման ատամները մեկ աշխատանքային հարվածով: Կտրման խորությունը t p = 9 մմ:
Աղյուսակ 46
Շարունակություն 46
Աղյուսակ 47
3). Մենք ընտրում ենք կրկնակի լվացվող սալօջախի կտրիչի սնուցման արագությունը ըստ ստանդարտ աղյուսակների. s table = 1,2 - 1,4 մմ/շրջադարձ: Մենք կարգավորում ենք կերակրման քանակը՝ հաշվի առնելով 45 ԳՕՍՏ 1050-88 (K m = 0.9) նյութի պողպատի կարծրության ուղղիչ գործակիցը և ատամների և պտույտների թեքության անկյունը (K in = 0.8):
s հաշվարկված = s աղյուսակ K m K in = 1,4∙0,9∙0,8 = 1,008 մմ/շրջադարձ
Ընդունում ենք ըստ հաստոցային անձնագրի՝ s st = 1 մմ/rev.
4). Մենք ընտրում ենք կտրման արագությունը աղյուսակային ստանդարտների համաձայն.
V աղյուսակ = 0.7 մ / վ (42 մ / րոպե):
Մենք ճշգրտում ենք կտրման արագությունը՝ հաշվի առնելով պողպատի 45, HB 170 ... 207 ուղղիչ գործակիցները՝ K mv = 0,8 և K b = 0,9:
Մենք որոշում ենք կտրման գնահատված արագությունը՝ օգտագործելով բանաձևը.
V հաշվարկված = s աղյուսակ K m v K ŋ = 0,7∙0,8∙0,9 = 0,5 մ/վ (30 մ/րոպե)
5). Որոշեք սալօջախի կտրիչի պտտման արագությունը.
n fr.calc =  95,51 rpm
95,51 rpm
Մենք սահմանում ենք կտրիչի պտտման արագությունը մեքենայի անձնագրի համաձայն.
nst = 100 rpm:
6). Կտրման իրական արագությունը որոշվում է բանաձևով.
V d = p×D n ×n st / (1000 × 60) = 3,14 × 100 × 100 / (1000 × 60) = 0,62 մ / վ:
7). Մշակման ընթացքում գործիքի հարվածի երկարությունը որոշվում է բանաձևով.
L р.х = (L pa сч + l 1 + l 2 + l 3)∙z 3 = (160+2+37,2+2)∙40 =8048 մմ:
L հաշվարկ = 40 մմ (ընդունված է ըստ մանրամասն գծագրի); լ 1 = 2 մմ; լ 3 = 2 մմ:
Սնուցման քանակը լ 2 որոշվում է բանաձևով.
L 2 = (1.1¸1.3)∙ ![]()
![]() 37,2 մմ,
37,2 մմ,
որտեղ h-ն ատամի խոռոչի խորությունն է մմ, h= t.(h = 2,25մ =2,25 × 4=9 մմ.)
Չորսի միաժամանակյա մշակման շնորհիվ հանդերձում անիվներանհրաժեշտ է ավելացնել L-ի հաշվարկը 4 անգամ (L-ի հաշվարկ = 40 × 4 = 160 մմ):
8). Չորս շարժակների ատամների մշակման հիմնական (տեխնոլոգիական) ժամանակը որոշվում է բանաձևով.
T o = 
Մեկ փոխանցման կտրվածքի համար հիմնական ժամանակը կլինի.
T o = 40,24/4 = 10,06 րոպե:
9): T-ի շահագործման օժանդակ ժամանակը որոշվում է ստանդարտ աղյուսակների համաձայն: Մինչև 5 կգ զանգվածով մանդրելի վրա մասի տեղադրման օժանդակ ժամանակը հավասար է՝ T set = 0,7 րոպե։ Մանդրելի վրա T մասի ավելացման յուրաքանչյուր հաջորդ տեղադրման լրացուցիչ օժանդակ ժամանակը կլինի՝ T add = 0,26 րոպե:
T in = 0,7+0,26 = 0,96 րոպե:
Վերահսկիչ չափումների ժամանակը ներառված չէ օժանդակ ժամանակի ստանդարտում, քանի որ այն համընկնում է հիմնական ժամանակի հետ:
10): Աշխատավայրի սպասարկման ժամանակը հանդերձանքի կտրման աշխատանքների համար որոշվում է որպես հիմնական ժամանակի տոկոս, որտեղ a t o = 3%:
T այսպես = Տ ո ա տ.ո. /100 = 10,06×3/100 = 0,3 րոպե:
տասնմեկ): Աշխատողի հանգստի և բնական կարիքների ժամանակը որոշվում է գործառնական ժամանակի (%), որտեղ նախկին = 4%:
T exc =  = 0,44 րոպե
= 0,44 րոպե
12. Մեկ մասի արտադրության միավորի ժամանակը կլինի.
T կտոր = T o + T in + T t.o + T ex = 10.06 + 0.96 + 0.3 + 0.44 = 11.76 min.
Զանգվածային արտադրության նախապատրաստական և վերջնական ժամանակը որոշված չէ։
12.Օպցիոնների տեխնիկական և տնտեսական համեմատություն